技術 | 輥壓機穩流倉頻繁塌倉事故的處理
1 系統配置
某公司5000t/d生產線水泥粉磨系統由∅4.2 m×13m水泥磨、RP170-120輥壓機及N4000高效選粉機共同組成雙閉路循環粉磨系統,2010年6月份投人生產,工藝流程見圖1,主機設備配置見表1。
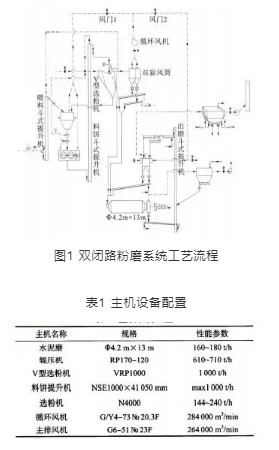
其中輥壓機穩流倉容量為30t,倉底到輥壓機入料口依次設置有手動棒閥(檢修用)、氣動棒閥(緊急止料用)、雙杠桿式喂料裝置(見圖2),用來調整下料量,提高輥壓機做功效果。

2 出現塌倉現象
該粉磨系統自投產以來,因熟料結粒差、易磨性差(質控處小磨試驗,比表面積達到350m2/kg,粉磨時間為40~42min),生產P·042.5級水泥時臺時產量僅有170~175 t/h。2018年7月13日零點班、白班生產正常,到16點接班后,中控發現輥壓機由之前的穩定運行開始出現壓力、電流、輥縫等曲線大范圍波動(見圖3),圖3中上邊兩條(紅色和黃色)曲線為輥壓機電流曲線,中間兩條(深藍色和綠色)曲線為輥縫曲線,下邊兩條(淺藍色和粉色)曲線為壓力曲線。

此后的運行中,輥壓機喂料裝置動定輥調節板及氣動閥如果按正常開度打開,輥壓機頻繁出現穩流倉塌倉現象,料流沖擊輥縫至最大造成輥壓機跳停,主要控制參數忽高忽低,中控根本無法控制,不得已將喂料裝置動輥側調節板由正常開度值25%~35%關到9%以下,定輥側的調節板由正常開度值35%~40%關到20%以下。
而這僅僅是維持輥壓機穩流倉塌倉次數減少,輥壓機跳停頻次降低,但直接導致輥壓機不下料,做功效果大幅下降;料餅提升機電流值由正常的140A左右降到100A左右;磨機臺時產量降至150t/h;輥壓機喂料裝置平臺上冒灰嚴重,中控即使將循環風機通向V型選粉機的閥門1開度由正常的35%加大到60%,仍然沒有明顯效果。
3 應急處理措施
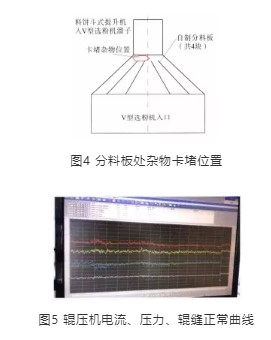
為了更加準確地找到問題,決定立即停機檢查。停機之后,我們組織技術人員先后對輥壓機、V型選粉機、旋風筒、循環風機等系統設備進行了仔細檢查,均未發現異常,僅是在檢查V型選粉機進料口處設置的分料板時,發現該部位卡有耐熱鋼扒釘、膠皮等雜物,堵塞了一半的下料通道,卡堵位置如圖4所示。將其徹底清除后開機,輥壓機運行恢復正常,電流、輥縫、壓力等曲線趨于平穩,如圖5所示,磨機產量恢復到175t/h,輥壓機操作平臺上不再冒灰。
4 原因分析
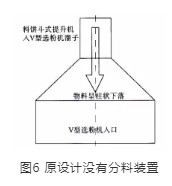
2018年4月之前,原設計的V型選粉機人口處無分料裝置,料流呈柱狀進入V型選粉機內部(如圖6所示),不能有效形成料幕,分選效果較差。為增加進入V型選粉機物料的分選效果,4月份我們在V型選 粉機入口處自制了4塊分料板(見圖4),可以使物料在經過分料板后充分分散開進入V型選粉機,形成更為均勻的料幕,從而使物料中的細粉能充分被循環風拉人旋風簡收集后人磨,保證磨機臺時產量。
經過一段時問的運行后,由于物料中夾帶的雜物:除鐵器除不掉的耐熱鋼扒釘、膠皮等雜物卡堵了一部分物料入口,阻擋了料餅提升機中的料餅均勻分散下落,而是呈料柱形下落至V型選粉機中,通過V型選粉機的循環風短路,不能充分帶走物料中的細粉,大量含有細粉的物料又回到穩流倉再次進入輥壓機,眾所周知,進入兩輥物料的大量細粉正是引起塌倉、冒灰以及壓力、電流、輥縫大范圍波動的主要原因,當清除分料板處的卡堵物料后,沿V型選粉機寬度方向的料幕重新形成,物料中的細粉被充分收走入磨,從而保證了輥壓機的正常運行。
5 預防措施
事實證明,本次工藝故障的理論分析與故障處理前后的實際表征相符,為避免再次出現類似現象,我們特意在設備定檢時將此部位的檢查、雜物清理作為一項重內容;同時在源頭也做了相似的防范,比如要求窯系統檢修時在檢修點敷設彩條布等用以收集扒釘、螺栓等雜物,避免進入下道工序。
6 結束語
在目前的水泥聯合粉磨系統中,輥壓機的穩定、高效運行對提高磨機臺時產量、降低電耗起著至關重要的作用,希望通過本文的工藝故障分析,給大家在輥壓機使用上提供一些借鑒與幫助。
作者:張萬東
來源:《天瑞集團南召水泥有限公司》
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號