技術(shù) | Φ4×60m回轉(zhuǎn)窯冷風(fēng)罩支撐的改進(jìn)
來源:《黑龍江省鶴崗鑫塔水泥有限責(zé)任公司》
發(fā)布日期:2020/9/7
編輯:張翀
核心提示:Φ4×60m回轉(zhuǎn)窯冷風(fēng)罩支撐的改進(jìn)
一、項(xiàng)目概述
某水泥有限責(zé)任公司2500t/d水泥熟料生產(chǎn)線使用朝陽重型生產(chǎn)的Φ4×60(m)的回轉(zhuǎn)窯。回轉(zhuǎn)窯冷風(fēng)罩結(jié)構(gòu)形式如圖1所示。
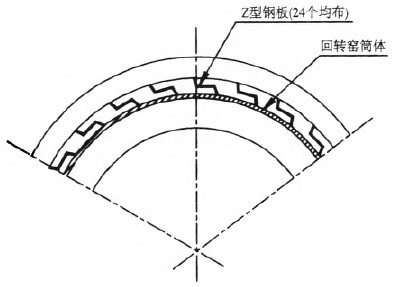
圖1 回轉(zhuǎn)窯冷風(fēng)罩結(jié)構(gòu)
二、冷風(fēng)罩支撐存在的問題
冷風(fēng)罩與回轉(zhuǎn)窯筒體之間由24塊Z型鋼板(140×500×6)支撐,冷風(fēng)罩和筒體調(diào)整同心后,焊接Z型鋼板,Z型鋼板主要作用是支撐冷風(fēng)罩使之隨筒體同步轉(zhuǎn)動(dòng),并且克服筒體與冷風(fēng)罩熱脹冷縮量。但運(yùn)轉(zhuǎn)過程中發(fā)現(xiàn)Z型鋼板容易開焊,使冷風(fēng)罩與筒體發(fā)生相對轉(zhuǎn)動(dòng),造成停窯事故。
經(jīng)分析其開焊主要原因是筒體與冷風(fēng)罩的熱脹冷縮造成的,而且Z型鋼板克服熱脹冷縮的作用不大,即使焊接牢固也無濟(jì)于事。多次停窯處理均不見效。于是采取多種方案解決熱脹冷縮問題,例如:
(1)增加焊接強(qiáng)度。
(2)精確冷風(fēng)罩和筒體的同心度,避免個(gè)別支撐鋼板受力不均勻造成開焊。
(3)保證Z型鋼板和筒體材質(zhì)相同,保證熱膨脹量一致。
(4)改變Z型鋼板形狀。使其加大膨脹系數(shù)。經(jīng)多次試驗(yàn),效果不好。
三、冷風(fēng)罩改進(jìn)方案
2012年10月該公司利用停產(chǎn)時(shí)間,在冷風(fēng)罩Z型鋼板后側(cè)焊接如圖所示的支撐。增加一組支撐后形成雙保險(xiǎn),增大筒體和冷風(fēng)罩之間的拉力,抵消筒體的變形量,減少開焊事故的發(fā)生。具體結(jié)構(gòu)見圖2。
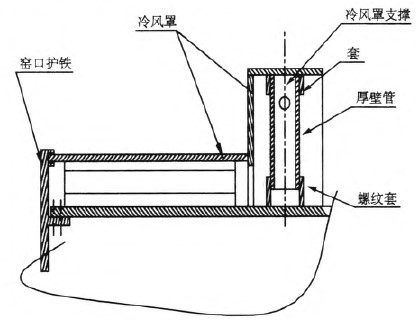
圖2 改進(jìn)方案
在筒體上焊接帶螺紋的套管,套焊在冷風(fēng)罩上,中間是帶螺紋的厚壁管,全部24個(gè)均勻焊接在整個(gè)圓周上,焊腳高度15mm,保證足夠的焊接強(qiáng)度。通過調(diào)整中間的厚壁管使冷風(fēng)罩與窯筒體同心,調(diào)整后,將24個(gè)厚壁管全部調(diào)松3mm,因?yàn)橥ㄟ^計(jì)算窯體正常時(shí)由于冷風(fēng)罩與窯筒體溫差產(chǎn)生的膨脹量在半徑上為3.5mm,因此留出3mm的間隙以防止應(yīng)力過大。
四、結(jié)語
經(jīng)上述方案處理后支撐不會(huì)開焊,冷風(fēng)罩與筒體就不會(huì)相對轉(zhuǎn)動(dòng),提高了設(shè)備運(yùn)轉(zhuǎn)率,使用半年來效果很好,沒有再發(fā)生開焊現(xiàn)象,提高了經(jīng)濟(jì)效益。
作者:孟憲臣
來源:《黑龍江省鶴崗鑫塔水泥有限責(zé)任公司》
(本文來源網(wǎng)絡(luò),若涉及版權(quán)問題,請作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號
浙公網(wǎng)安備
33010802003693號