技術 | 生料磨停機后窯尾煙氣SO₂超標排放問題的解決
引言
某公司5000t/d熟料生產線選用ф4.8m×72m回轉窯,雙系列五級旋風預熱器帶TDF分解爐。隨著GB4915-2013《水泥工業大氣污染排放標準》的實施,要求現有水泥窯及窯尾余熱利用系統中SO₂排放濃度限定為≤200mg/Nm3(重點地區SO₂排放濃度限定為≤100mg/Nm3),該公司目前執行重點地區排放標準。公司窯尾煙氣SO₂排放濃度受生料磨開停機影響波動極大,生料磨正常開機時SO₂≤20mg/Nm3,在生料磨停機期間,窯尾煙氣SO₂經常超標,最高時SO₂濃度可達600mg/Nm3以上。為了不影響公司回轉窯的正常運行,采取了切實可行富有成效的措施。
對窯尾煙氣超標時段分析,入窯煤粉全硫1%左右,未有明顯變化;對入窯生料全硫分析,當生料粉全硫超0.08%時,極易造成生料磨停機時SO₂排放超標;對進廠原燃材料分析,發現生料中全硫偏高主要是由高硫石灰石帶入生料。根據相關文獻資料,高硫石灰石在440℃左右時受熱氧化分解,而此溫度段在C₁與C₃旋風筒區間內,此時CaCO₃尚未分解,氣體中CaO含量偏低,固硫效率低,大部分的硫氧化成SO₃或SO₂,隨著煙氣對外排放。在生料磨開機時,大部分煙氣經過立磨,由于生料磨內噴水,磨內濕度較高,在粉磨過程中吸附在CaCO₃表面并進行反應,在一定程度上起到了固硫作用,因此窯尾在線監測中SO₂濃度并不高。當生料磨停機時,全部煙氣直接進入窯尾煙囪排放,最終導致煙氣中SO₂排放超標。
2.1 石灰石的均化
加強石灰石檢測,做好高硫和低硫石灰石分區堆放,并通過鏟車合理搭配破碎,加強物料均化,確保石灰石全硫低于0.2%,以降低入窯生料硫含量。
2.2 加強燒成控制
穩定物料配比,適當降低熟料飽和比(控制熟料KH:0.90~0.91),提高物料易燒性,合理控制各系統溫度,避免過度用煤;合理控制系統通風,避免窯內產生還原氣氛,窯尾煙室CO濃度控制在0.01%以內,最大不超過0.03%,以降低窯內SO₂產生量。
2.3 脫硫改造
(1)利用原增濕塔噴槍,將增濕塔噴槍部分關閉,保留3~4把噴槍,沿增濕塔周邊均布,控制噴水量20~50t/h,以不影響窯尾布袋收塵器正常運行為宜。
(2)在高溫風機出口至增濕塔管道增加自制霧化水槍(見圖1),噴水量5~10t/h左右。
(3)將窯尾SP鍋爐回灰引至高溫風機出口管道(見圖1)。

圖1 脫硫改造實施實況
改造完成后,在生料磨停機前半小時,先打開高溫風機出口管道霧化水槍,若生料磨停機后SO₂排放濃度仍超標,再打開增濕塔水槍;最后停窯尾SP鍋爐底剛性葉輪下料器,打開回灰管道閥門,將鍋爐回灰引入高溫風機出口煙囪管道;生料磨開機后,反方向執行操作。該方案使窯尾煙氣濕度增加,煙氣中粉塵濃度增加,提高了對煙氣中SO₂吸附能力和固硫效率,降低窯尾SO₂排放濃度。
上述措施實施后,窯尾煙氣SO₂排放濃度得到一定的降低(見圖2)。對比分析,自制水槍可降低SO₂排放濃度100~150mg/Nm3,增濕塔噴水可降低窯尾煙氣SO₂排放濃度200~300mg/Nm3,窯尾鍋爐回灰可降低SO₂排放濃度80~150mg/Nm3,以上累計可降低窯尾煙氣SO₂排放濃度400~500mg/Nm3。當生料全硫低于0.18%時,在生料磨停機后能控制SO₂排放濃度在100mg/Nm3以內。基本能解決生料磨停機SO₂超標排放問題。改造后,可提高石灰石采購范圍,緩解石灰石供應緊張矛盾,降低熟料生產成本。
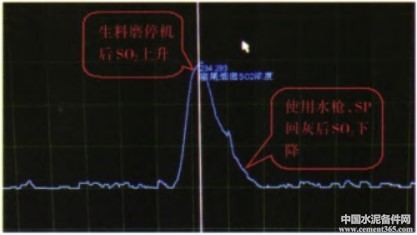
圖2 窯尾煙氣在線監測SO₂曲線圖
(1)該方案可解決窯尾煙氣SO₂濃度初始值低于500mg/Nm3的達標排放問題,若初始濃度過高,可結合脫硫劑同步使用,降低脫硫成本。
(2)適當控制增濕塔用水量,提高噴槍霧化效果,防止增濕塔濕底。
(3)SP爐回灰活性CaO含量偏低,吸收SO₂能力有限,可考慮從分解爐中抽取部分熱生料粉,提高固硫效率。
(4)窯灰再次輸入系統會導致系統通風阻力增加,相應增加高溫風機電耗和高溫風機葉輪磨損。
(5)采用噴水提高SO₂與粉塵吸附能力,達到降低SO₂排放濃度,對環境不會造成二次污染,但需合理控制入窯尾布袋收塵器入口溫度,防止布袋收塵器糊袋而影響回轉窯運行。
作者:程慶光,張建華,吳紅良
來源:《蘭溪諸葛南方水泥有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號