技術 | 一種輥壓機料流閥控制策略
引言
輥壓機采用的是高壓料層粉碎原理使物料得以粉碎,能夠有效提高粉磨效率,降低水泥粉磨電耗,輥壓機工況的好壞直接影響著磨機產能和電耗的高低。目前輥壓機的調節方法都是人工通過調整輥壓機的進料裝置開度和研磨壓力,來穩定輥壓機的做功電流,不同的操作人員操作水平的差異和調節頻率的不同,導致產品的產出率相差較大。文獻研究了先進過程控制在輥壓機水泥粉磨系統生產控制中的優勢,以及將來需要解決的問題。本文利用優化系統采用模糊PID+死區補償器的控制策略,旨在解決輥壓機料流閥自動控制非線性問題,可快速的適應新工況變化,提高輥壓機運行穩定性。
一、輥壓機料流閥控制策略
針對輥壓機電流系統慣性較大的特點,手動控制電流波動大,不利于輥壓機穩定運行,影響預粉磨的產品質量。設計了一種具有克服異常擾動的閉環式料流閥控制策略,保證輥壓機穩定運行。
1.1 數據處理
輥壓機生產運行過程中受物料特性的變化影響,輥壓機電流波動大,在實際的控制中對運行數據采用滑動平均值濾波,同時采用單位時間窗口判斷數據波動情況。
Amp=W₁X₁+W₂X₂+W₃X₃+…+WnXn
其中,Amp-輥壓機電流;W₁-第t-1時刻的電流權重;W₂-第t-2時刻的電流權重;Wn-第t-n時刻的電流權重;n-周期數;W₁+W₂+…+Wn=1
1.2 跨越閥門死區設計
輥壓機料流閥的實際控制由于設備的特性,閥門存在2%的控制死區,控制器需要對閥門的動作死區進行計算,用于克服閥門動作不及時的問題。
閥門死區解析如下:
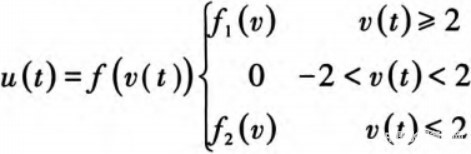
當控制器計算MV累計增量大于料流閥死區幅值時,DCS_MV=MV(控制器計算值),MV累計增量清零,反之亦然。
當MV累計增量大于料流閥開度值但小于該方向死區幅值時,當前周期DCS_MV=方向死區幅值,下一個采樣周期DCS_SMV=MV(控制器計算值),MV累計增量清零,反之亦然。
1.3 模糊邏輯設計
使用輥壓機電流偏差e和偏差變化ec作為模糊控制器的輸入。利用模糊控制規則表在線對PID參數進行修改,并以PID參數的修正量為輸出,最終得到PID控制器的比例Kp、積分T、微分Td三個參數,其中Kp₀,Ti₀,Td₀為基準值。
(1)Kp=Kp₀+△Kp
(2)Ti=Ti₀+△Ti
(3)Td=Td₀+△Td
PID表達式:
DMV(k)=100/Kp*(e(k)-e(k-1))+Ts/Ti*e(k)+Td/Ts*(e(k)-2e(k-1)+e(k-2))
(1)系統響應的初始階段,誤差e比較大且e×ec>0電流發散狀態,減小比例度Kp,減小積分Ti,盡快地消除系統誤差,調整Z過程中要防止積分飽和;為了對系統超調有所控制,瓦的取值也應相對較小。
(2)當誤差e在可接受的區域時,控制器以控制超調為主,增大比例度Kp,減小積分修正量Ti,適量增加微分Td。
(3)當系統趨于穩定,誤差e減少到比較小的程度時,控制器系數回歸到基準值,進入調整死區控制器增加為0。為了確保證系統的穩定性和抗干擾性,避免產生振蕩。當e(k)-e(k-1)的變化率較大時,減小Td,反之增加Td。
1.4 輥壓機電流控制器
如圖1展示了輥壓機料流閥自動控制策略,具體包含:
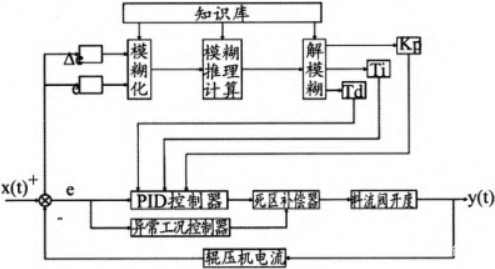
圖1 控制原理圖
(1)模糊PID控制器;(2)異常工況控制器;(3)閥門死區補償器;
控制器主要通過調節輥壓機的料流閥開度,控制輥壓機做功電流,保證輥壓機運行穩定高效。控制器同時對水泥配比變化,和異常擾動和電流振蕩幅值進行實時監控分析,根據不同的工況切換不同的控制參數,較好的提高了控制器的魯棒性。
在如上述常規控制系統基礎之上,增加了水泥牌號切換控制策略,即水泥配比發生較大變化時,物料的流動特性發生變化,控制器根據物料的配比變化量和動態時間進行閥門開度調節,實現快速的調整料流閥到合適的控制區間,保證輥壓機的運行穩定,滿足了自動控制需求,自動控制統計數據見圖2。
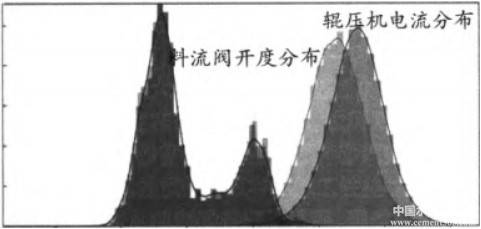
圖2 自動控制數據分布
控制器在水泥磨系統中成功實施運行后的控制效果見圖3,手動控制與控制器自動控制對比,自動控制的效果明顯,設備的穩定性得到了大幅度提高,在水泥品種切換的過程中,控制可以快速的遷移到新的工況穩定運行,不需要操作人員進行任何操作。
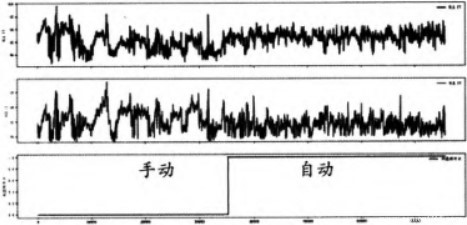
圖3 輥壓機電流手自動對比
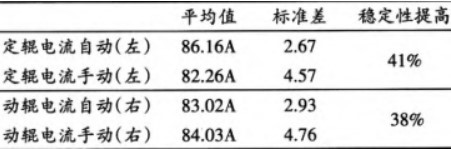
控制器投運后自動投運率≥95%,輥壓機做功電流穩定性提高38%~41%,電流平均值提高1.5A左右,統計數據表1所示。
表1 輥壓機電流統計
目前以該策略為核心的輥壓機料流閥自動控制,已經在現場穩定運行3個月時間,控制器基本性能滿足用戶使用需求,可以更好的應對輥壓機的物料特性不穩定帶來的擾動問題,實現系統長期穩定運行。
綜上所述,本文闡述的一種閉環式料流閥自適應控制策略——模糊PID+死區補償器,實現輥壓機料流閥的自動控制,提高了輥壓機粉磨效率,為工程應用提供了一種技術手段,是一種具有工程應用價值的控制策略,應用前景廣闊。
作者:李宏偉,劉剛,張成偉
來源:《南京凱盛國際工程有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號