技術丨某公司立磨系統的兩項技改
本公司一線為5000t/d熟料生產線,于2007年5月投產。系統配備一臺ATOX-50生料立磨,設計產能400t/h。為了進一步強化成本管控,降低電耗,某公司在2020年年終大修時對一線生料系統進行了兩項改造。
(1)一線窯由于投產較早,當時余熱發電系統還沒有上線,立磨停機時需要開啟增濕塔系統來降低窯尾袋收塵進口溫度,但隨著余熱發電系統的投產,增濕塔系統基本很少使用,因此39m高的增濕塔及入口管道在正常生產中增加了將近300Pa的系統阻力。
(2)隨著精細化管理的進一步推進,窯尾廢氣氧含量控制成為現場工藝管理優劣一個重要的參數,而立磨系統漏風在整個系統漏風量中所占比例較高,尤其是立磨喂料裝置的回轉下料器,堵塞頻繁,嚴重影響運行質量,為提高運轉率,甚至設置旁路下料管,大大加大了漏風率,雖然后來加大回轉下料器的管理力度,但窯尾煙囪氧含量一度在8.0%~9.0%之間,距離優秀企業的氧含量有較大的差距。
2.1 增濕塔進口管道改造
在高溫風機出口上升管道下部與增濕塔下部之間用管道直接連接(見圖1),并在新增管道加裝電動百葉閥一臺,金屬膨脹節一件,使窯尾廢氣直接從新加管道進入立磨,以此達到降低系統阻力的作用。當遇到需要噴水降溫的情況時,將新加閥門關閉即可開啟增濕塔水泵。改造后效果見表1。

2.2 立磨回轉下料器改為密封給料機
廠家根據現場位置,制作一臺密封給料機,在大修期間拆除原回轉下料器,安裝密封小倉加密封鏈板式給料機,見圖2。
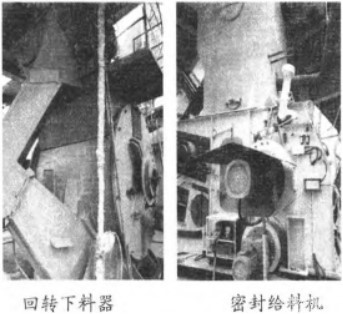
圖2 回轉下料器改造前后
改造后,立磨運行期間,窯尾煙囪氧岔量從改造前的8.0%~9.0%下降至6.5%左右,達到預期目的。
(1)窯尾排風機轉速從39Hz降低至30Hz,噸熟料電耗下降0.63kWh。
(2)密封給料機裝機7.5kWh,回轉下料器裝機15kWh,每小時節電7.5kWh,噸熟制電耗下降0.01kWh。
(3)窯尾煙囪氧含量從改造前的8.0%~9.0%下降至6.5%左右,因為窯尾NOx的折算值隨O₂含量的降低而降低,故由于O₂含量的降低,噸熟料氨水用量下降18%左右,就是排除其它影響因素下降幅度十分可觀。
作者:鄭占鋒
來源:《天瑞集團大連水泥有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號