技術 | 回轉窯托輪的在線修復
回轉窯是水泥熟料生產線中的主要熱工主機設備之一,由窯筒體、輪帶及托輪等部件組成。其中,托輪承載著回轉窯的重量,通過與輪帶共同作用,徑向定位回轉窯筒體,確保回轉窯安全穩定運轉,是回轉窯的重要組成部件。
回轉窯托輪和輪帶之間存在接觸磨損,當接觸磨損不太嚴重、較均勻時,不會影響回轉窯正常運行。但由于窯在運行過程中會發生軸向上下竄動和工況波動,以及托輪長時間處于高溫、雨水腐蝕等環境下,托輪的表面接觸磨損會不可避免地發展加重,出現不均勻磨損和表面缺陷。當托輪表面的不均勻磨損和缺陷部位擴展到一定程度時,必須對托輪表面進行修復,否則會影響回轉窯的正常生產運行。
回轉窯托輪單件重量較大、生產周期較長,維修和更換也比較困難,因托輪損壞造成停窯事故,給水泥生產企業帶來了較大經濟損失,所以在日常生產中,做好托輪的維護和保養顯得尤為重要。
在正常運行中,回轉窯托輪和輪帶都會存在表面接觸磨損,這些正常的表面接觸磨損并不影響回轉窯的運行。回轉窯托輪和輪帶的早期表面接觸磨損主要表現為,先出現點蝕,隨著伴有逐漸擴展而出現的部分裂紋及剝落,這些少量的點蝕、早期的裂紋和較小的不均勻磨損,對回轉窯的正常運行影響較小。但隨著回轉窯運行時間的積累,損壞面會逐漸發展,不均勻磨損累積到一定程度時,就會影響到回轉窯的正常生產運行,這時就需要對托輪和輪帶表面采取必要的修復措施。
國內水泥廠過去主要采用停窯送加工廠的方式修復托輪及輪帶表面,即停窯后將損壞的托輪拆卸,送至加工中心加工修復,然后再重新安裝并調整好位置,從而恢復回轉窯的正常運轉。這種修復方式需要停窯,勢必會造成較多的產能損失及經濟損失,同時拆卸、安裝托輪也會產生一定的費用,修復成本較高。因此,對于托輪和輪帶的表面修復,無論是從經濟角度還是從修復便捷角度考慮,如果不停窯即能修復,將是一種性價比較高的修復方式。
不停窯在線修復方式,是在保持回轉窯正常運轉或降低部分轉速的條件下,通過工具和設備對托輪及輪帶的接觸表面進行切削打磨加工等,以恢復托輪和輪帶的圓柱度以及表面粗糙度。
當托輪和輪帶的表面磨損過于嚴重,在線加工難以修復時,仍需停窯更換托輪或輪帶。
某公司回轉窯自2020年12月檢修以來,一直處于長時間穩定運行狀態,回轉窯的三檔兩側托輪均出現了不同程度的磨損。其中,A側托輪窯尾端,表面磨損凹陷約3~5mm,整體圓柱度缺失,B側托輪前期堆焊部位處出現了裂紋及局部剝落現象。托輪表面磨損現場照片見圖1。這兩種磨損情況,一方面使托輪調整極為不便;另一方面,由于托輪的磨損,托輪整體受力不均勻,導致托輪和輪帶接觸面積較小,容易造成托輪損傷和回轉窯日常運行振動的增大。
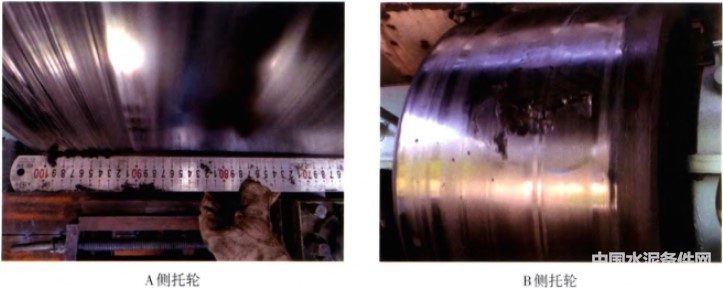
圖1 托輪表面磨損現場照片
為保證回轉窯長時間安全穩定運行,防止托輪進一步磨損,降低托輪疲勞損壞的風險,該公司決定在線不停窯對三檔兩側的托輪及輪帶進行車削打磨,以恢復托輪圓柱度和接觸面,保證托輪和輪帶外表面接觸均勻,使回轉窯筒體能夠按設計要求沿軸向正常地上下往復竄動,為日常運行中托輪的調整創造便利條件。
根據現場檢測情況,擬定兩側托輪修復方案如下:
(1)對于A側托輪,打磨車削表面,恢復托輪圓柱度;
(2)對于B側托輪,整體車削打磨,對剝落處周邊毛刺部位進行打磨平整,并對輪帶表面進行打磨修復,后期停窯時再對托輪進行更換。托輪和輪帶表面修復質量目標見表1。
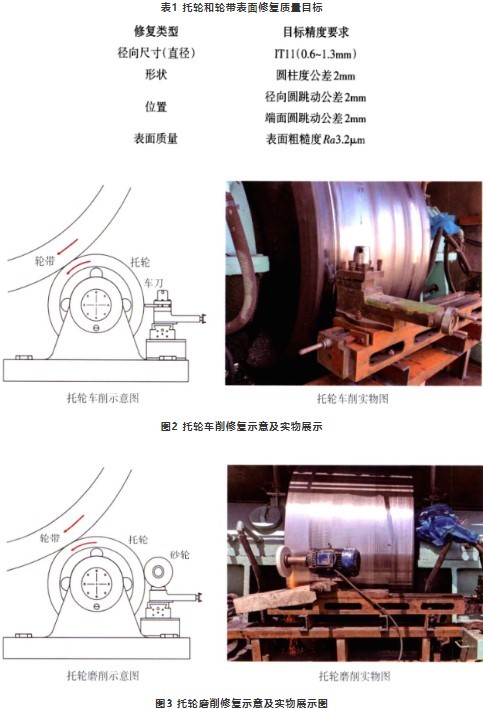
實施修復方案時,首先根據現場情況制作車削裝置。車削裝置主要由車削部分和固定底座組成,利用托輪底板鎖付固定車削設備底座,利用4%斜度規和框式水平儀工具找正,保證車削裝置斜度與窯體斜度相一致。托輪的車削加工選用硬質合金刀具,依靠托輪的自轉來實現,先進行緩慢試車,再粗車削,最后精車削,控制每次進刀量<0.2mm。托輪車削修復示意及實物展示如圖2所示。
車削后,采用砂輪進行徑向磨削,拋光打磨去除托輪表面徑向凸起,改善托輪表面的粗糙度,徑向進給深度一般≯0.1mm。由于砂輪磨削加工量較小,材料加工的去除效率不高,適用于車削后的表面修整磨平及局部修復。托輪磨削修復示意及實物展示如圖3所示。
(1)根據車削托輪軸中心線位置調整車削刀具。在車削的過程中,刀頭不可伸出太長,刀頭伸出過長在車削時易產生振動,還會影響車削精度和表面粗糙度。實際操作時,應根據車削托輪主軸中心線位置高低來調整車削刀具刀尖的高低,以保證車削能順利進行為準。此外,操作時還應確保車刀底面的平整性,在調整好刀尖位置后,固定好車刀刀柄,以免影響車削過程中刀具的剛性。
(2)根據托輪實際車削磨削加工量,調整托輪受力點。在車削過程中,托輪受力點會發生變化,受力狀況也會發生相應的變化,因此需要根據托輪實際車削磨削加工量做相應的調整,保證回轉窯的中心高度。此外,還需要密切關注切削過程中回轉窯的運行狀態,若窯體出現快速上竄或快速下滑等異常情況時,應立即停止車削作業,并調整托輪使回轉窯恢復到正常運行狀態。
(3)在車削磨削的過程中,要時刻關注各托輪油溫、瓦溫是否正常,若出現托輪油溫、瓦溫突然升高的情況,應第一時間停止車削作業,待分析查明溫度異常的原因后,再進行后續作業。三檔托輪瓦的編號如圖4所示。
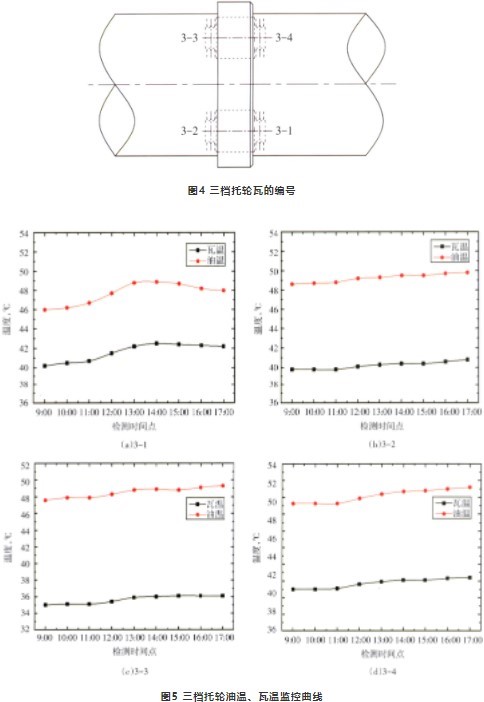
托輪在車削打磨的過程中,可能會出現托輪油溫、瓦溫暫時升高的情況。由于生產運行的需要,各托輪油溫、瓦溫在日常生產運行中都設有溫度過高強制保護連鎖裝置。在托輪打磨修復作業前,應先解除托輪溫度強制保護連鎖;打磨作業時,對各檔托輪瓦溫、油溫進行實時監控,針對打磨作業引起的油溫、瓦溫變化及時進行微調,以避免不必要的損失。圖5為打磨作業期間,三檔托輪油溫、瓦溫監控曲線。從溫度監控曲線中可以看出,在打磨作業時間段內,托輪整體油溫、瓦溫波動不大,托輪油溫和瓦溫均呈逐漸上升的趨勢,最大溫差在2℃左右,這是由環境溫度逐漸上升所致。
(4)托輪在車削作業時,應保證回轉窯的轉速均勻,必要時可采取降速減產措施,以保證車削表面的光潔度。
(5)托輪在車削作業時,會產生較多的鐵屑,對這些車削產生的鐵屑需要及時清理,防止車削過程中產生的鐵屑進入托輪和輪帶接觸面之間,對托輪和輪帶造成二次損傷,降低表面加工質量。
對車削和磨削后托輪的質量驗收,要以滿足回轉窯正常上下竄動為目標,且托輪和輪帶接觸均勻,磨擦正常。現場車削和磨削后托輪的情況及托輪與輪帶接觸面的情況如圖6所示。經檢測,車削磨削后A側托輪最大磨削量為3.0mm,B側托輪最大磨削量為3.5mm,托輪圓柱度公差<2mm,磨削后的托輪與輪帶接觸情況較磨削前明顯改善,托輪與輪帶接觸面積達75%以上;B側托輪前期堆焊剝落部位處,周邊表面已研磨平整,可暫時滿足回轉窯運轉的基本條件,由于仍存在局部凹陷較深的情況,不宜再繼續車削修復,計劃停窯檢修時對托輪進行整體更換。
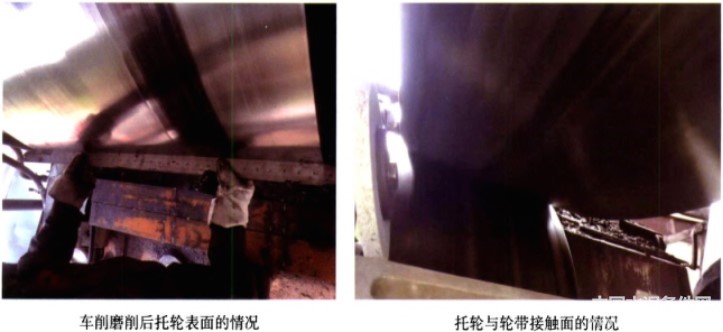
圖6 車削磨削后托輪表面的情況及托輪與輪帶接觸面的情況
針對托輪長時間運轉產生的圓柱度缺失和表面凹陷問題,采用了不停窯修復的方式,通過對回轉窯托輪的在線車削和磨削修復,使托輪和輪帶接觸表面的圓柱度和表面粗糙度得以修復,并使托輪和輪帶均勻接觸,正常摩擦。具體修復結果如下:
(1)降低了托輪與輪帶接觸表面的粗糙度,恢復了托輪磨損部位的圓柱度。
(2)托輪與輪帶間的接觸面積增加至75%以上,避免了托輪損傷的進一步擴大,保證了回轉窯軸向的正常上下竄動。
(3)改善了托輪和輪帶的接觸應力情況,對回轉窯的長時間穩定運行具有重要意義。
作者:徐文斌,都施金,沈銀鵬,劉西誠
來源:《安徽海螺水泥股份有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號