技術丨煤立磨PLC控制柜故障處理
某公司煤磨為立磨結構,與管磨相比需要控制的參數要多出許多,所以配套了一套西門子S7-300 PLC控制柜。前些年一直運轉正常。
但是今年開始經常會出現正常停機,再次啟動就相當困難。需要對PLC控制柜進行斷電復位,有時候復位一次就成功,有時候則需要復位多次。嚴重時威脅到回轉窯的連續生產。而故障均發生在開機過程中,一旦運轉正常后就不會再發生這種現象。
每次故障現象均為S7-300 CPU的SF燈、DC5V燈、STOP燈亮,軟件上沒有任何故障提示。根據西門子提供的CPU模塊上LED燈狀態、故障及排除方法見表1:
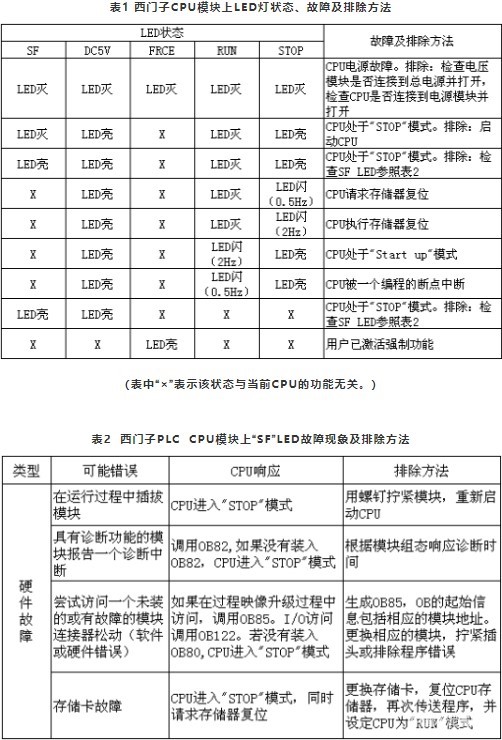
將公司煤立磨PLC控制柜故障現象與表1及表2進行對比,發現我公司PLC控制器處于停止狀態,而且只發生在開機過程中,出現這種現象有如下幾種推斷:
1、在運行過程中插拔模塊;雖然我們沒有在運行過程中人為插拔模塊,但是不排除震動引起模塊時而接通、時而斷開。聯想到出現該現象大都在開機過程中,這段時間磨機震動最為明顯。
安排專人將所有連接線螺栓進行進行緊固,并更換一批背板,故障并未消除。所以排除因為開機過程中震動造成PLC模塊與背板接觸不良的現象。
2、存儲卡故障;這種可能性也不大,因為故障發生均在開機階段,正常運行過程中從未出過該故障。若存儲卡故障肯定隨時都會引起故障停機。
3、多次使用筆記本與PLC連接進行現成監控,均未發現CPU提示任何有用信息,所以也排除擴展模塊故障引起CPU模塊停機。
為了徹底消除該故障,安排專人進行蹲點觀察,但是這種故障并不是每次開機都會出現,通常都是中控在啟動過程中出現故障跳停后才通知電工進行復位,大多數時候一次復位后就能正常運行,偶爾需要多復位幾次,所以一直都沒有找到引起故障的原因。
期間也懷疑過是不是開機過程中附近的大設備啟動過程中的電磁干擾引起,經過檢查,每個控制柜金屬殼體均接地可靠,接地電阻不到2歐。甚至將PLC控制柜接地線與其他電控柜接地線分開,并單獨做接地極,故障依舊沒有消除。
直到今年到9月出現故障越來越頻繁,多的時候需要復位近10次,正是因為多次連續復位才發現一個現象:就是每次PLC由運行轉停止前,模塊上的輸出點動作十分頻繁,甚至有10多個DO點同時動作的時候。基本都是在10個以上繼電器同時動作的時候出現停運現象。
所以才開始懷疑電源配置過小,該PLC供電的電源模塊型號為24V/5A,同時該電源還為40多個繼電器供電,保護立磨所需的溫度、壓力變送器,接近開關等近20個設備也是由該電源供電。
抱著試一試的態度,更換一只24V 16.5A電源模塊后,一次開機成功。
綜合分析為什么9月故障次數越來越多,主要是因為開始8月公司對立磨進行過堆焊處理,由于檢修周期影響,部分坑洞沒有堆焊平整,堆焊后磨合期都還沒過,就發現堆焊料掉塊現象。所以每次開機震動較以往要大一些,開機過程中需要不停地的調整幾個液壓缸的壓力來維持磨盤的平衡,就造成多個繼電器同時動作的現象。本來電源的負荷就重,再加上多個繼電器同時動作引起PLC因為供電不足而停運。
開機正常后,因為磨盤與磨輥間堆了一層煤炭,震動減少了,就不需要頻繁調整壓力,沒有多個繼電器同時動作,所以沒有發生過停運現象。
電源的配置不合理也是造成PLC頻繁跳停的重要原因,10個PLC模塊和近溫度、壓力變送器、接近開關等需要長期帶電的設備就有接近100W的負荷。再加上大量繼電器同時動作就會造成總負荷超過電源功率的現象。電壓的跌落造成PLC停運;停運后,繼電器斷開,總負荷小于電源功率,電壓又恢復到正常狀態,整個過程1秒以內就完成了,所以很難查出故障。
更換大功率電源模塊后,經過2個多月的運行再也沒有出現過PLC停運現象。
作者:張蘋
來源:《廣元市高力水泥實業有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號