技術丨輥壓機上機架的改造和應用
引言
在工礦企業,一臺機器在正常的使用過程中有可能遭遇破壞,尤其是一些或大或小的零部件的變形、斷裂,對生產的影響也是或大或小。究其原因,有的是設計考慮不周,有的年久磨損或腐蝕,有的是工藝上造成的過度振動。在某公司的水泥粉磨系統,輥壓機上機架于2019年年初進入松動斷裂高發期,嚴重制約生產的穩定運行,本文在分析原因的基礎上介紹整改措施。
該公司Ф1600×1400輥壓機配SJGXP1120Q減速機、VX4000型選粉機,形成預粉磨系統,于2010年11月投產。2019年年初,生產運行過程中輥壓機上機架彎曲、變形嚴重,導致上機架緊固螺栓經常性松動、斷裂,嚴重時一個班就要緊固一次螺栓,兩三天更換一次斷裂的螺栓,已經嚴重制約生產的穩定運行。
生產中物料的沖擊振動,加上設備原有設計存在缺陷,是造成上機架螺栓頻繁松動、斷裂的根本原因,可從結構、生產運行方面對細節進行分析。
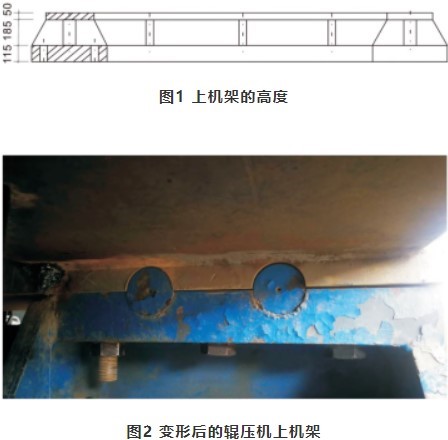
原輥壓機上機架如圖1所示,上缺總高350mm,上板厚50mm,立筋高度185mm,厚度80mm,下板厚115mm。變形后的輥壓機上機架見圖2。
根據使用情況,從上機架的受力上分析其變形的原因如下:(1)設計剛度不夠,上機架承受載荷不均勻;(2)輥壓機在運行中振動沖擊,輥子軸向力過大造成上機架變形;(3)維護過程中螺栓斷裂未及時更換,運行中輥子輥縫超限、跳動,使得輥壓機上機架發生扭曲變形。
從工藝上看,輥壓機中間倉下料不穩定,中間倉倉壁粘料較厚,物料下料有偏斜,沒有形成中間穩定的料幕,使得輥壓機形成不飽和喂料,工況不穩定造成設備振動大,對螺栓的緊固造成沖擊、疲勞斷裂。
從原材料看,配料中由于添加了濕物料,物料水分較大,當細粉量過多時,物料經過高壓力區被擠壓后密實度會增高,細粉中夾雜的氣體會聚集成氣泡,在高壓力作用下氣泡被擠壓破裂,從而導致輥壓機振動。細粉混合料的流動性好,在穩流倉以及在通過輥壓機時離析現象嚴重,會導致輥面受力不均,也會引起輥壓機的大幅振動。
(1)將上機架整體高度增加100mm,機架總高度變為450mm,加強立筋高度為285mm,整體重量達13.18t。
(2)在制作加高型上機架時,鋼板下料前做超聲探傷,不能有影響強度的缺陷存在,施焊過程中無夾渣、虛焊等。焊后需要進行著色探傷檢測。整體入爐時效處理消除焊接過程中產生的應力,然后在磨床、龍門加工中心加工至成品。
(3)機架螺栓下部全部加Ф48自鎖墊圈,防止松動。
(4)輥壓機中間倉倉內加襯板,做好耐磨防護,減少粘料。將中間倉內撒料圓盤改造成“四口撒料盒”,穩定下料,形成穩定的料幕。
(5)更換破損的V選導流板,對入V選溜子進行檢查補焊,確保溜子三通道穩定下料;對有磨損的入V選處的直溜子進行補焊并在溜子內按照循環斗提回料溜子的落料角度、料量,在物料拋物線與溜子切向處固定分料板,使物料由原來的下料不均,易形成顆粒離析,轉變為形成均勻料幕,達到均勻穩定分料的目的,從而減小偏料,降低物料對輥壓機的振動沖擊。
(6)對磨損的輥壓機輥子輥面進行堆焊修復,提高研磨能力和輥壓機做功,從而提高臺效。
(7)在上游混合料皮帶上增加除鐵器及金屬探測儀,確保金屬探測儀的靈敏度,以免鐵質物件進入輥壓機,引起較大的振動,從而損壞輥面,沖擊液壓系統。
(8)確保液壓系統的穩定,定期檢測蓄能器壓力。
(9)重新校正位移傳感器的初始輥距。
(10)控制原材料水分,降低上游熟料溫度。改造后的上機架見圖3。

圖3 改造后的輥壓機上機架
該公司于2020年5月完成對兩臺輥壓機上機架的改造,運行時間已超過1年,機架螺栓未再發生松動和斷裂現象,穩定了輾壓機系統的生產,解決了中間倉內物料離析造成輥壓機做功效率低的問題,水泥磨預粉磨系統效率大幅提升,輥壓機振動大導致的止料時間大幅度縮短,也減少了維修頻次。入磨比表穩定在220辦/血左右,磨機臺時同比上升10t/h,水泥分步電耗下降0.8kWh/t,降低了故障率。
作者:葛惠溪,趙文杰,陳紅濤,張爭鋒
來源:《金隅冀東鳳翔環保科技有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號