技術丨2500t/d帶尾輥四代篦冷機升級改造案例
引言
四川某水泥公司原有一條2 500t/d熟料生產線,燒成系統篦冷機是三代篦冷機,一直存在著熱效率低、“紅河”現象嚴重、故障率和維修率高、工人維修負荷重、電耗煤耗高等缺陷隨著國家對水泥廠產能指標及安全、節能環保的要求不斷提高,以上問題更加突出,嚴重影響了正常生產運行。為此,該公司對篦冷機進行了升級改造,將原來的改進型三代篦冷機更換為四代篦冷機——第四代WHEC步進式高效冷卻機。
該項目始于2020年3月,歷時45d。截止目前,運行狀況優良,各項指標優于合同指標。
1.1 改造前狀況
改造前產能2500~2 800t/d,于2010年9月建成投產,2013年曾遭遇自然災害,2014年7月完成災后重建。
燒成系統生產線配套Ф4m×60m回轉窯、單系列五級旋風預熱器帶CDC在線分解爐、第三代改進型推動篦式冷卻機,篦冷機篦床有效面積68.2m2,兩段篦床液壓驅動,尾部錘式破碎機。原風機配置見表1。
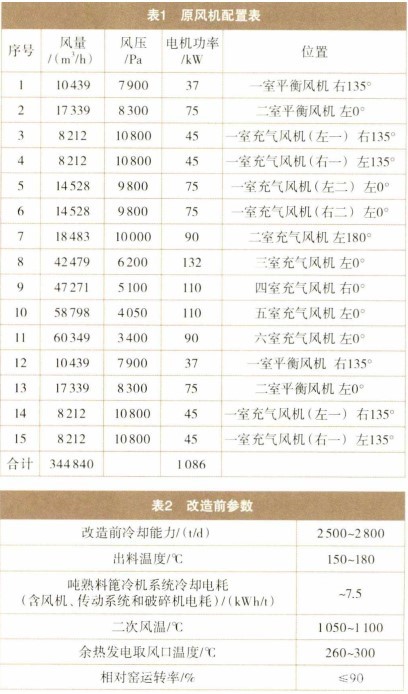
改造前大產量時,篦冷機負荷重,“紅河”現象嚴重,出口熟料溫度高,風機數量多、總功率大,篦冷機維修率高,生產線人員比較辛苦,改造前篦冷機主要參數如表2。
1.2 改造內容
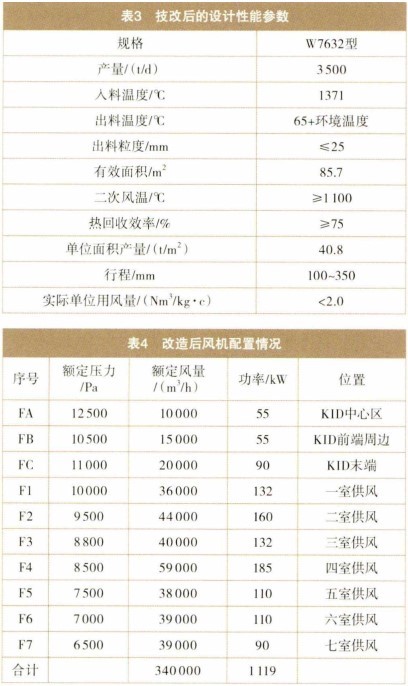
將原三代篦冷機整體拆除,附屬的液壓站、錘式破碎機、冷卻風機、電氣柜等全部拆除,換成全新的第四代WHKC步進式高效冷卻機,破碎機采用尾部輥式破碎機:篦床有效寬度從原來的3 200mm增加到3 654mm,篦床面積變為85.7m2。冷卻風機采用全新的變頻風機,技改后的主要設計參數和風機參數如表3和表4。
(1)WKID進口分料系統
1) 使出窯高溫熟料快速冷卻,提高了熟料的強度易磨性;
2) 永久固定熟料層保護篦床,提高設備運轉率;
3) 中心區獨立供風,其它區域流量控制閥供風,提高熱回收;
4) 平面篦床減少熟料離析影響,熟料分布均勻;
5) 高強度設計,能承受“大球”的沖擊。
(2)高效輸送系統
WHEC型步進式高效冷卻機的篦床部分由若干條平行的熟料輸送列向單元組成,輸送列向單元稱為輸送道 (簡稱道)。其運動方式為:首先各道一起同時向熟料輸送方向移動(沖程向前),然后各道單獨或交替地進行反向移動(沖程向后)。
(3)高的熱回收效率
冷卻機每個道的移動速度均可調節,每個道上設置若干個供風單元,每個供風單元進風量通過空氣調節閥單獨控制。如此,篦床風量得到了有效的調節,提高了 二、三次風溫和熱回收效率,保證了熟料的冷卻效果,避免了 “紅河”現象的生成。另外,單位風量比第三代冷卻機低10%~20%,減少了余風收塵量,收塵器的處理量減少,從而降低了除塵設備投資。
(4)無漏料,低凈空
由于輸送道的輸送高效率,冷卻機被水平布置,這就允許有低的建筑高度要求。輸送道為無漏料,在冷卻機側部以及相鄰的兩個輸送道間由于采取特殊的密封 沒有熟料漏入風室,因此,冷卻機下方的料斗和輸送裝置可以省去,這就有效降低了冷卻機對建筑空間的高度要求。
(5)高可靠性,低磨損,低運行費用
高可靠性:相對窯的運轉率100%,有智能應急處理模式(一個道故障,其余可繼續工作,不影響生產);低磨損:每個輸送道都配備有充氣單元,每個充氣單元上 有熟料填充盒,通過填充熟料可以保護充氣單元避免 磨損篦板使用壽命大于5年,維修費用僅僅是第三代的 15%~20%。
(6)驅動系統
第四代步進式高效冷卻機采用液壓驅動,每個液壓缸驅動一個輸送道,各道行程可調,輸送效率高,達產后的推動次數每分鐘約4~5次,可以完全消除“紅河”現象。
(7)智能控制系統
各個道的運動次序和不同的沖程長度組合而成不同的工作模式,選擇工作模式后由IMCC(INT Motion control center)智能控制中心來控制,操作簡便。圖1是液壓系統控制界面。
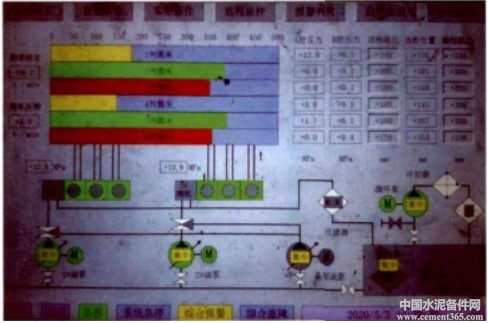
圖1 液壓系統控制界面
(8)尾部熟料輥式破碎機
1) 電耗低;
2) 振動小、無揚塵;
3) 磨損小、工作壽命長;
4) 出料粒度控制均勻,有利于熟料的冷卻;
5) 破碎能力強;
6) 輥子具有自動過載保護功能及不同模式的破碎組合。
3.1 第四代WHEC步進式高效冷卻機效果理論評價方法
第四代WHEC步進式高效冷卻機分成間定篦床(WMD進口分料系統)和活動篦床,活動篦床包含高溫段篦床、中溫段篦床和低溫段篦床,高溫熟料在回轉窯內燒結,從窯口卸出進入篦冷機固定篦床:熟料進入固定于余熱發電及烘煤粉。
目前,通用的篦冷機考核指標主要包括冷卻能力、出篦冷機熟料溫度、噸熟料篦冷機系統冷卻電耗(含風機、傳動系統及破碎機電耗)、二三次風溫、余熱發電取風口溫度、相對窯運轉率等幾個方面,從目前的理論評價出發能夠很客觀評價篦冷機的工作性能。
3.2 改造后實際運行效果
(1)冷卻能力增加,提高了廠里的經濟效益。
(2) 水泥熟料溫度降低,有利于提高水泥粉磨系統的效率和產量。
(3) 噸熟料電耗降低,節約了能源。
(4) 二次風溫提高,熱回收效率高,有利于熟料燒結,節約燃煤。
(5) 余熱發電溫度增高,說明熱回收效率高,節約了電能。
(6) 窯運轉率提高,降低了停窯維護成本,減輕了工人勞動強度,熟料產量提高,增加了經濟效益。
(7) 改造前后具體參數對比如表5。
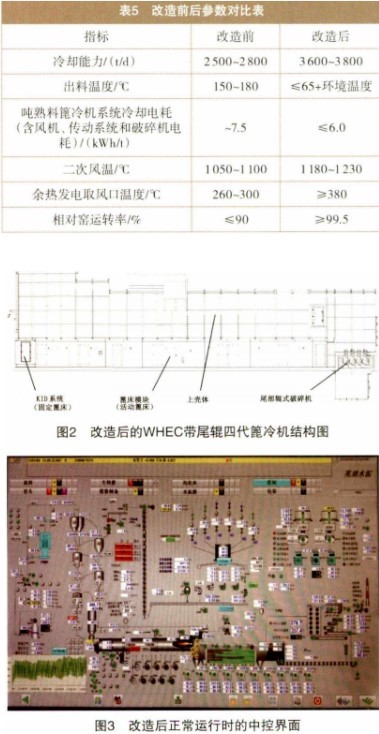
圖2為改造后的WHEC帶尾輥四代篦冷機結構圖,圖3為改造后正常運行時的中控界面。
經過一年多的實際運行情況表明,帶輥式破碎機的第四代WHEC步進式高效冷卻機運行穩定、無故障,冷卻效果好,不漏料。相比第三代篦冷機具有明顯優勢,大大降低了篦冷機的運行維護成本,運行至今未發生因篦冷機造成的停窯事故,易損件使用壽命長,維護費用顯著減少,篦冷機車間清潔,符合國家不斷提高的安全、環保要求。
篦冷機改造后,四川某水泥公司不斷優化操作流程,提升管理水平,使設備性能得到了有效發揮,同時優化了預熱器,窯系統產量穩定在3600t/d以上,各項運行指標逐漸達到最佳狀態。
作者:田藝
來源:《合肥水泥研究設計院有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號