維修丨水泥磨系統輥壓機輥面的磨損與修復
0、引言
該系統存在的最大難題是輥壓機輥面的磨損。當輥面完好時,物料會受到充分的擠壓,形成的料餅量多,輥壓機主電機功率穩定在1 100 kW左右,此時預粉磨效果非常好,PII52.5水泥產量可達230 t/h。輥面磨損后,輥縫間隙變大,通過輥壓機的物流量變大,且由于輥面凹凸不平,料子受到的擠壓力變小且不均勻,料餅不均勻,料餅厚度大且松散,顆粒料多,預粉磨效果差,主電機功率只有600~800 kW,PII52.5水泥產量僅有150 t/h。
1、輥面磨損原因
(1)輥面材質。輥面材質耐磨性不夠,則磨損快,使用壽命短,預粉磨效果就差。
(2)物料的易磨性。水泥配料的原料由熟料、石膏、混合材(石灰石)組成,尤其熟料的易磨性影響著輥面的磨損。如過燒料、黃心料、飛沙料較多或冷卻效果差的熟料,其易磨性差;當入磨熟料溫度高時,易磨性更差。如果使用易磨性差的熟料,輥壓機的輥面磨損加劇,造成經常性的停機補焊。
(3)物料粒度。物料過大會加劇輥面的磨損,我廠有時會因熟料破碎機篦條磨損,熟料顆粒變大,石膏、礦山石灰石破碎機篦條磨損物料顆粒變大,加大了輥面的磨損。
(4)金屬硬物進入輥壓機。當物料中存在金屬時,皮帶上的除鐵器首先將其除掉,但如果效果不好,或金屬探測器不靈敏,部分金屬異物進入輥壓機,會導致輥面磨損或者碰傷。
2、減少輥壓機輥面磨損的措施
(1)輥面采用新型耐磨材料,保證耐磨性。
(2)運轉時,及時檢查輥面的磨損情況,在磨損量不太大時就補焊。
(3)生產工藝上,加強生料配料和熟料煅燒操作,減少過燒料、黃心料、飛沙料等易磨性差的熟料,強化熟料冷卻效果,降低熟料溫度,提高熟料易磨性。
(4)加強物料粒度控制,控制熟料、石膏及輔材的粒徑在1 mm~40 mm之間。
(5)確保除鐵器、金屬探測器、外排料閥正常工作,以免金屬硬物進入輥壓機。
(6)強調入輥壓機的物料粒度分布的均勻性。應杜絕以下現象:由于回粉的細粉量大,進入稱重倉后易產生離析現象,使物料顆粒分布不均勻;喂料不穩,當稱重倉料位低或波動時,特別是剛喂料或有金屬異物時,會造成輥壓機喂料不穩,主電機功率波動大;壓力不穩。要想獲得理想的粉碎效果,必須保證合適穩定的研磨壓力,壓力不穩,不僅使物料得不到有效的擠壓,而且會造成系統振動,輥面沖擊較大。目前我廠輥壓機研磨壓力正常在90~110 bar之間。根據物料和系統情況,調整研磨壓力。
(7)生產實踐表明,輥壓機入物料中細粉量對輥壓機粉磨效果影響極大,但物料粒徑太大(超過45 mm)會加劇輥面磨損,預先使得細或粗料排出,輥壓機預粉磨效果更顯著。
3、輥壓機輥面修方式的改進(以動輥為例)
3.1 改進前的情況
(1)動輥的磨損較大,改進前,采取KHD提供的堆焊材料和焊接參數,見表1。
(2)所有焊接材料使用焊接保護氣體,混合氣體“M21-DIN32526”, 所有需修補預熱區域要預熱到175 ±25 ℃;
(3)改進前的抗磨性能嚴重不足,導致每月都要進行頻繁地修理。使用約3月的情況如圖1。

3.2 改進后的輥面堆焊修復工藝
3.2.1 動輥之輥面各層采用堆焊新材料的作用和性能(表2)

3.2.2 動輥之輥面耐磨層堆焊施工的注意事項
(1)輥面焊前必須清除輥體積料、耐磨層殘渣和底部裂紋。疲勞層裂紋必須清除徹底。
(2)輥面翻新堆焊修復,必須預熱至250~300 ℃,焊后緩冷8~12 h以上。
(3)焊材采用:埋弧焊藥芯焊絲ZD1、ZD2采用HJ431焊劑,焊前焊劑H431應烘干250℃×1 h;ZD3采用107焊劑,焊前焊劑應焊干300℃×1 h。
(4)改進后,采用專業堆焊廠焊接,焊接為24 h連續作業;定輥堆焊溫度、速度及焊絲更換均記錄。堆焊和退火工藝如圖2。

3.2.3、動輥輥面耐磨堆焊施工的過程
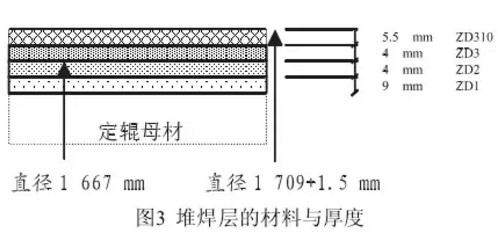
堆焊焊接溫度:260 ℃,現場持續溫火加熱,保溫好,受熱比較均勻,經現場測量,堆焊部位溫度達到260 ℃左右,其它點一般在200~250 ℃之間;焊接電流600 A,電壓35 V;焊接速度:定輥每圈速度17分42秒(每層約48 h)。焊接前外徑為1667 mm,焊接后控制在1 709 mm。焊絲使用及焊層厚:ZD1 9 mm、ZD2 4 mm、ZD3 4 mm~5 mm、ZD310 5.5 mm。經過與現場確認,要求焊完后菱形紋要高出邊緣1 mm~2 mm。堆焊層材料與厚度見圖3。
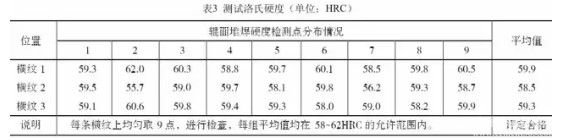
3.2.4、輥壓機的動輥之輥面磨損硬度檢查數據
在圓周上隨機抽取三條橫紋,測試洛氏硬度,結果如表3。
4、修復效果
(1)動輥堆焊后的效果見圖4,根據生產的需要,該動輥于2007年1月安裝使用。
(2)動輥之輥面運轉到2007年4月時,輥面無明顯的磨損,效果較好,見圖5。
(3)動輥之輥面運轉至2007年8月,輥面磨損仍相對穩定,無嚴重磨損跡象,見圖6。
(4)動輥之輥面運轉至2009年6月,輥面磨損仍相對完好,磨損量為4 mm~6 mm,見圖7。

目前,動輥輥面已經在線使用近兩年半,磨損仍然較小,使用效果較好,超過預期的使用壽命,節約維修和維護成本約500~600萬元以上,同時大大提高了輥壓機系統運轉率,達到輥壓機輥面耐磨性目標,可以說明輥面耐磨性能已經與設備生產正常使用要求相互匹配。
作者:張立國 , 杜小馬 , 佟衛勇
出處:中國水泥備件網微信公眾號(關注查詢更多資訊)
歡迎投稿,投稿郵箱:tougao#cement365.com(#替換為@)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號