技術(shù) | 回轉(zhuǎn)窯輪帶擋鐵的復(fù)位加固處理
1 存在的問題
某公司三線回轉(zhuǎn)窯規(guī)格為①4.8m×74m,一檔輪帶窯尾側(cè)擋鐵于2013年10月出現(xiàn)一塊脫落,一直未處理。后相繼又有擋鐵開焊脫落,輪帶偏移托輪向窯尾方向竄動,竄動量在50mm,嚴(yán)重影響窯安全運行。為此進行了定檢加固處理,效果都不理想,運行一段時間仍出現(xiàn)擋鐵脫落現(xiàn)象,于是利用2014年1月大修時間進行徹底處理。
2 原因分析及處理措施該輪帶擋鐵脫落原因分析如下:
(1)定檢或臨停時間短,窯筒體溫度高,焊接質(zhì)量不能保證,而且擋鐵受力不勻。
(2)擋鐵與輪帶端面,輪帶內(nèi)部與固定墊板潤滑不足,產(chǎn)生干摩擦是導(dǎo)致?lián)蹊F脫落的主要原因。
(3)液壓擋輪開停不及時,不能自動,擋鐵單方面受力大。
處理措施如下:
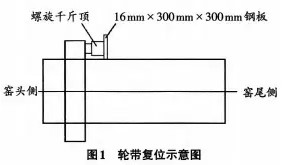
(1)輪帶復(fù)位。用四塊300mm x300mmx16mm的鋼板均布焊在一檔輪帶窯尾側(cè)距輪帶500mm處,作為支撐千斤頂?shù)牡鬃?0t螺旋千斤頂放置在支撐底座上,向窯頭方向頂輪帶,見圖1,頂出5—10mm;然后在千斤頂和輪帶接觸位置的筒體上,焊一個100mm x100mm固定支座,該支座要緊貼輪帶側(cè)面,目的是防止松頂后頂出的間隙自行復(fù)位。然后松掉螺旋頂,用輔傳轉(zhuǎn)窯,千斤頂放置在另外三個支撐底座上,重復(fù)上述步驟,完成一圈。再依次頂?shù)诙Γ谌Γ敝翉?fù)位。
(2)焊接擋鐵。焊擋鐵前用氧氣乙炔對擋鐵進行打坡口,磨光機打磨露出金屬光澤,用J507焊條烘干2h,直流反接,采用平焊多層多道焊,焊腳厚度在15~20 mm左右,每焊一層都要清理干凈藥皮,防止夾渣焊不透,每一塊擋鐵加焊4個三角加固筋,以提高強度。
施工后,將焊接的所有底座等多余部分割除打磨,恢復(fù)原狀。生產(chǎn)過程中建議進行以下維護:
(1)每班使用二硫化鉬,對輪帶端面兩側(cè)進行涂抹保證潤滑,減少輪帶與擋鐵的
摩擦和磨損。
(2)使用輪帶專用潤滑油,對輪帶內(nèi)部定期打油潤滑,減少輪帶內(nèi)部與墊板的摩擦。
(3)恢復(fù)液壓擋輪電氣部分,使液壓擋輪實現(xiàn)自動控制,避免回轉(zhuǎn)窯在同一位置長時間運行。經(jīng)過此次檢修后,運行至今再沒有出現(xiàn)擋鐵脫落現(xiàn)象,為窯的安全運轉(zhuǎn)提供了保障。
出處:《水泥工程》
作者:褚衍朋,王 振
單位:山東泉興水泥有限公司
來源:中國水泥備件網(wǎng)微信公眾號(關(guān)注查詢更多資訊)
(本文來源網(wǎng)絡(luò),若涉及版權(quán)問題,請作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號
浙公網(wǎng)安備
33010802003693號