技術(shù) | 轉(zhuǎn)窯筒體裂紋及腐蝕的處理與預(yù)防
2017年2月3日,某公司回轉(zhuǎn)窯(∅4.8m x74m)筒體在開機過程中發(fā)現(xiàn)34.2m處回轉(zhuǎn)窯60~28m過渡帶附近出現(xiàn)一條500mm長環(huán)向裂紋,隨后立即對該處筒體進行了探傷檢測,結(jié)果顯示在該裂紋環(huán)向共有三道長短不一的裂紋。考慮窯簡體加工制造需要較長時間,為了保證生產(chǎn),采用了應(yīng)急處理方案,堆焊裂紋,在筒體發(fā)生裂紋的周向加焊了20塊δ=40mm的筋板。
2018年1月原裂紋加強筋板邊緣(靠窯尾方向)處又出現(xiàn)三段環(huán)向裂紋,止料停窯后約24h,回轉(zhuǎn)窯按要求冷卻至常溫,該處又出現(xiàn)數(shù)十道長從100mm至1200mm不等的環(huán)向裂紋,于是按照檢修計劃更換了該處2.8m長筒體。
拆除耐火磚,硅莫磚部位筒體吸潮“冒汗”現(xiàn)象嚴重,窯筒體形成柵格狀有大量的腐蝕層,對腐蝕層與簡體進行了化驗檢測,對窯筒體整體進行了測厚與探傷,化驗結(jié)果顯示腐蝕層CLˉ含量達到3.73%,磷化物含量高達5.95%,硫化物濃度達0.18%,筒體最薄區(qū)段為37.8~47.8m段δ=28mm的10m長窯筒體,且37.8m處擋磚圈階梯靠窯頭側(cè)有20~30mm寬的環(huán)向凹槽,最薄厚度達到14mm。
本文結(jié)合該案例分析回轉(zhuǎn)窯筒體裂紋及腐蝕機理,并介紹處理及預(yù)防措施。
1 簡體產(chǎn)生裂紋的原因、處理及預(yù)防
1.1 筒體產(chǎn)生裂紋原因分析
二檔與三擋輪帶之間δ60過渡與δ2鋼板8簡體鋼板焊縫處溫度與應(yīng)力交變負荷最大,該處是窯筒體的薄弱點,通過經(jīng)緯儀檢測Ⅱ檔中心點與Ι、Ⅲ中心點偏離(16,6),檢測舊筒體圓度為14mm,該處變形嚴重,交變應(yīng)力、回轉(zhuǎn)窯中心線變化及筒體變形導(dǎo)致過渡帶附加應(yīng)力變大,是筒體產(chǎn)生裂紋的條件之一。
由于過渡帶窯磚縫隙大,且該處窯筒體窯皮沒有其它位置致密,耐火磚很難把炙熱的氣體、堿性物料與筒體完全隔離,高溫下原材料、耐火材等產(chǎn)生堿性物質(zhì)通過磚縫與窯筒體接觸而發(fā)生化學(xué)反應(yīng),筒體腐蝕。
2017年11月至2018年2月,公司所處地區(qū)最低溫度低于-10℃,硅莫磚中磷具有強烈的固溶強化作用,而且磷在結(jié)晶過程中,容易產(chǎn)生晶內(nèi)偏析,使局部含磷量增高,導(dǎo)致韌脆轉(zhuǎn)變溫度升高,從而發(fā)生冷脆,使鋼的硬度、強度上升,而塑性、韌性下降,停窯冷卻后筒體裂紋短時間內(nèi)由三條增至數(shù)十條,說明冷脆是裂紋擴張的關(guān)鍵因素。
1.2 筒體裂紋處理方法
處理筒體裂紋最佳的方法是更換產(chǎn)生裂紋的筒體,但更換筒體的技術(shù)難度大、投資多、耗時長,尤其是窯筒體需提前預(yù)定加工,且運輸困難,因此在銷售旺季會造成較大經(jīng)濟損失。
首次發(fā)現(xiàn)裂紋,停窯降溫,拆除裂紋處簡體耐火磚,探傷檢測,確定裂紋長度、走向和端部位置;在裂紋兩端打止裂孔,用碳弧氣刨在裂紋處打60°V形坡El,并打磨;打磨后用JQMG50-6氣體保護焊絲焊接,同樣在筒體內(nèi)壁裂紋處打坡口,打磨焊接;再次進行探傷檢查,合格后加熱保暖緩冷至常溫,用20塊δ=40 mm加強筋在裂紋環(huán)向焊接.如圖1
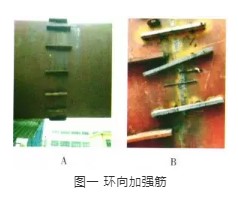
回轉(zhuǎn)窯運行一年后,原裂紋加強筋板邊緣(靠窯尾方向)處又出現(xiàn)三段環(huán)向裂紋,臨時處理上述裂紋,打止裂孔與坡口,焊加強筋板(圖1B)。止料停窯后約24h,回轉(zhuǎn)窯按要求冷卻至常溫,窯筒體在該處又生出數(shù)十道長從100mm至1200mm不等的環(huán)向裂紋,由此看來不規(guī)則的加強筋板焊接后產(chǎn)生的殘余應(yīng)力無法完全消除,產(chǎn)生了焊接應(yīng)力,破壞了筒體的原有受力平衡,加劇了筒體產(chǎn)生的變形。于是按照檢修計劃更換了裂紋處2.8 m窯簡體,筒體厚度由原28mm更換為36mm。
1.3 裂紋防范措施
34.2m處裂紋位于60m與28m過渡段,呈環(huán)形,該處溫度與應(yīng)力交變負荷最大,為了適當降低交變應(yīng)力,提高筒體允用應(yīng)力,就簡體設(shè)計與制造上可適當減小厚度過度梯度,如在中間設(shè)計一段36mm厚筒體,讓其緩慢過渡至28mm厚,以利于變形平緩自然,同時保證應(yīng)力易于擴散,減少應(yīng)力集中;運行維護方面,從窯操分析,盡量控制單位距離內(nèi)筒溫值在50℃內(nèi),有利于減小附加彎曲應(yīng)力及溫差應(yīng)力,保證正常控制窯體上下竄的速度,嚴禁加速頂窯。
從日常巡檢分析,要確保運轉(zhuǎn)狀態(tài)下的筒體直線度,減小附加載荷;檢修方面,不能為了施工方便,在筒體上隨意施焊,對于已有的裂紋筒體,要及時打止裂孔,阻止裂紋延伸,并按規(guī)范標準施焊,焊接完畢務(wù)必按規(guī)范將施焊處打磨干凈。建議不要隨意增設(shè)加強筋,因為加強筋在加工制作上很難保證所有的形狀、尺寸誤差完全一致,且加強筋施焊達到標準的均勻分布也有一定的難度,對于裂紋嚴重的回轉(zhuǎn)窯,及時更換窯簡體。
2 簡體腐蝕的原因、處理及預(yù)防
2.1 筒體腐蝕的原因
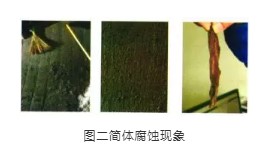
回轉(zhuǎn)窯簡體腐蝕是國內(nèi)許多水泥廠出現(xiàn)過的較為復(fù)雜的綜合性技術(shù)問題,公司2018年大修理期間,硅莫磚部位簡體吸潮“冒汗”現(xiàn)象嚴重,窯筒體形成柵格狀有大量的腐蝕層,磚下腐蝕嚴重,銹層較厚且硬脆,呈大片狀剝落,如圖2。
分析剝落的腐蝕層,檢測發(fā)現(xiàn)CLˉ含量達到3.73%,磷化物含量高達5.95%,硫化物含量達0.18%,檢測結(jié)果如表1。

腐蝕層主要成分是鐵的氧化物、磷化物、少量氯化物和硫化物,筒體內(nèi)壁腐蝕是高溫氧化、硫化和氯化腐蝕。筒體腐蝕段原材料為20#鋼(普通低碳鋼),普通鋼并不耐高溫氧化,在200~300℃時即產(chǎn)生可見的具有保護性的氧化膜,在400℃高溫下年氧化厚度接近0.5mm,而筒體內(nèi)壁溫度更高,這就說明筒體的氧化十分嚴重。
高溫含硫燃氣中低碳鋼產(chǎn)生熱腐蝕,熱腐蝕破壞起正常保護作用的氧化膜,加速氧化速度;另外在高溫環(huán)境中氯和氯化物對鋼鐵產(chǎn)生強烈腐蝕。腐蝕產(chǎn)物可形成低沸點(324℃)的易揮發(fā)物的FeCI₃,使得腐蝕產(chǎn)物失去保護性,從而促進氧化和熱腐蝕。
2.2 筒體腐蝕處理方法
發(fā)現(xiàn)筒體出現(xiàn)腐蝕后,迅速組織技術(shù)人員將內(nèi)壁腐蝕層清除,所有硅莫磚簡體均采用濕砌,定制加工磚將原磚縫錯開,增加一層擋磚圈,在擋磚圈腐蝕嚴重部分增設(shè)一圈不銹鋼板防止該處筒體內(nèi)壁與耐火磚直接接觸,如圖3。

2.3 筒體腐蝕防范措施
筒體腐蝕主要原因是高溫氧化、硫化腐蝕、氯化腐蝕。考慮將堿性氣體或物料與筒體隔離,可減緩腐蝕,通常采用的措施包括:刷高溫防腐漆、裝不銹鋼板防止筒體內(nèi)壁與耐火磚直接接觸;通過濕砌耐火磚包漿減小或消除磚縫也可把堿性物料與筒體隔離;點火投料是均勻掛窯皮,形成致密保護層可有效保護窯筒體;也可通過提高簡體厚度延長簡體壽命,日常巡檢維護按時對回轉(zhuǎn)窯筒體中心線及筒體厚度進行檢查。最后,停窯時RCI吸潮將大大加速筒體腐蝕,改進窯系統(tǒng)主機和輔機的運行可靠性,讓窯保證連續(xù)運轉(zhuǎn)也是重要防范措施。
3 結(jié)束語
應(yīng)力與腐蝕是簡體裂紋產(chǎn)生的主要原因,腐蝕主要原因是高溫氧化、硫化腐蝕、氯化腐蝕。針對裂紋與腐蝕,我們采取了有效的處理方法,并提出了防范措施,為回轉(zhuǎn)窯穩(wěn)定運行打下了堅實的基礎(chǔ)。
來源:《中國葛洲壩集團水泥有限公司、葛洲壩宜城水泥有限公司》
作者:朱攀勇、付金強、高先梨、余明江、王盛凱
中國水泥備件網(wǎng)微信公眾號(關(guān)注查詢更多資訊)
(本文來源網(wǎng)絡(luò),若涉及版權(quán)問題,請作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號
浙公網(wǎng)安備
33010802003693號