技術 | 輥面磨損對輥壓機生產效率的影響分析
01現象
輥壓機在水泥行業的應用非常的廣泛,極大地促進了水泥行業的發展,它具有產量大,功耗小,成本低等突出優點。但是在實際的生產過程中,輥面磨損一直是限制輥壓機壽命的一個重要瓶頸,頻繁的更換輥子必然導致了生產成本的提高。當前,找出磨損的主要原因,對癥下藥,合理控制對磨損有增益的量,最大限度的降低磨損和提高生產效率是當前的重要任務。某公司
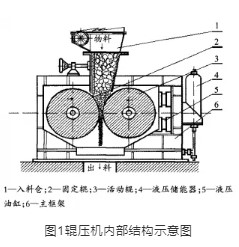
水泥生產線設計兩臺直徑4.2m*13m,帶輥壓機的聯合粉磨系統,由于建設投產的時期不同,兩條水泥磨配套的工藝設備也存在差異,配置的輥壓機的型號一種是輥子直徑為1400mm 的輥壓機,其詳細技術參數如表1所示;另一種是輥子直徑為1700mm的輥壓機,其詳細技術參數見表2。
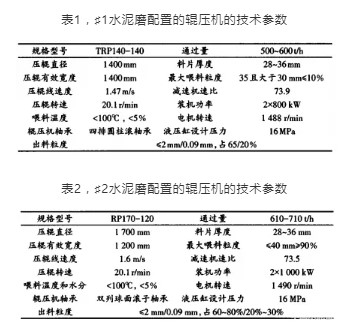
實際生產過程中直徑1400mm的輥壓機相比于直徑 1700mm的輥壓機容易出現工藝和設備故障比如動輥串軸、輥壓機沖料等現象,且動輥兩端軸承很容易被擠壞,傳動減速機也出現損壞現象,嚴重影響了設備的生產效率,而且該系統磨機的臺時產量偏低,輥壓機的出料粒度偏大;但是它也有其優點,就是在能量消耗方面要低于1700mm直徑的輥壓機。本文將就輥壓機的直徑,表面磨損,以及表面材料硬度等方面進行分析,探尋他們對輥壓機的生產效率的影響。
02輥壓機工作原理
輥壓機的工作原理見圖1,主要依靠兩個水平安裝且同步相向旋轉的擠壓輥進行高壓料層粉碎,一個擠壓輥為固定輥,固定在機器底座上,不能來回進行水平移動;另一個為活動輥,在液壓缸的作用下可以在輥壓機底座上進行水平移動,通過調整液壓缸的伸縮量,來控制兩輥縫的間距,從而達到粉碎物料的目的。輥縫間距一般控制在 28~36 mm之間,以保證物料承受足夠的擠壓力。物料通過輥壓機一次,都要承受輥子超高強度的擠壓力,直至被粉碎或被擠壓成堅實的料片從出料口排出。
這種料片的雖然粘聚力比較小,稍稍施加外力就能碾碎,但仍舊粘連在一 起,所以擠壓出的料片需要外部打碎機和分離設備進行分離,將成品分離出來,從而防止物料過粉磨,節約能量。輥壓機的最核心的部分就是兩個輥子,輥子的合理選擇對生產效率具有相當重要的影響,尤其是輥子直徑的選擇,輥面材料的選擇及輥面花紋形狀的選擇等。
03輥子直徑大小對物料擠壓效果的分析
實際生產過程中由于下料的不均勻性,輥子大多是不均勻磨損,一般情況下會出現輥子中部磨損嚴重,兩端較輕;或是一端磨損嚴重,另一端較輕;亦或是兩端磨損較輕,中間嚴重。但總體來說不管 是以上的哪種磨損情況,磨損后輥子的最大直徑都 會小于標準的輥子直徑。接下來,就以輥子直徑大 小為變量,分析其大小對輥壓機生產效率的影響。
不同直徑輥子的受力分析見圖2。在圖中①為大直徑輥子;②為小直徑輥子;③為物料;F為輥對物料的擠壓的合力;角α為大直徑輥子對物料的正壓力與物料所受擠壓合力的夾角,角β為小直徑輥子對物料的正壓力與物料所受擠壓合力的夾角。
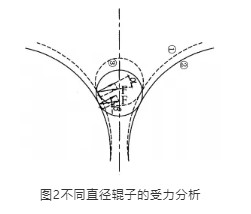
由幾何關系可以看出,α<β。FN₁=FcosαFN₂=Fcosβf₁=μFN₁f₂=μFN₂式中:FN₁一大直徑輥子對物料的正壓力;FN₂一 小直徑輥子對物料的正壓力;f₁一物料在大輥子直徑的一側所受的摩擦力;f₂一物料在小輥子直徑的 一側所受的摩擦力;μ¨一摩擦系數。
由以上可知,FN₁>FN₂,所以說在輥子中心距不變的情況下,大直徑的輥子要比小直徑輥子的擠壓效果要好,而且由于摩擦力較大,其下料速度也比小直徑輥子快一些,因為當輥子直徑增大到一定程度后,它對物料的摩擦力會使物料有強制入料的趨勢,并且能夠更好更早的咬住物料,使其不產生滑動。當輥子的直徑增大后其質量和動能都相應增大,穩定性也會得到改善。
綜合可知,大直徑輥子對提高輥壓機的生產率有很大的幫助。對比直徑為1400mm和1700mm的兩臺輥壓機的生產情況,兩臺輥壓機的實際生產時運行參數見表3。

可以看出,直徑為1700mm的輥壓機不僅適應大粒度的喂料,而且出料粒度中的細料所占百分比也明顯高于1400mm的輥壓機。這是因為當輥子的直徑過小的時候,兩輥之間堆積的物料也偏少,當某一段物料發生下落不流暢狀況的時候,這就造成輥子的兩端物料分布不均,然而兩輥之間的擠壓力是均布的,從而就會使輥子兩端輥縫間距不一 樣。而當輥徑增大以后,兩輥之間的物料較多,受重力作用下落的壓力會比較大,現物料中間有空隙的現象就在很大程度上減小了。這與實際生產過程中的現象不謀而合,說明了以上理論的合理性。所以企業在選購輥壓機的時候,盡量選用大直徑輥子的輥壓機,這對提高生產效率,改善粒料的出料品質具有很重要的意義。
04輥面的磨損對生產效率的影響
輥壓機的輥子材料并不是整體一樣的,圓柱體內部是有足夠強度的鋼材,在圓柱體外表面通過堆焊技術焊有四層不同強度的材料,第一層為過渡層,焊材牌號為ZD1,這一層能夠有效的阻止輥面的焊接裂紋和疲勞裂紋向輥體的延伸和發展,保護輥體不受破壞。
第二層是起緩沖隔離作用的材料,其牌號為ZD2,它能夠與ZD1l堆焊層產生非常好的結合,同時又對
第三層有很好的支撐作用。第三層也就是耐磨層,其焊材牌號為ZD3,主要特點是它具有較高焊態硬度和良好的抗裂性能,具有優異的抗磨損和抗擠壓磨損綜合性能。最外面是耐磨棱條,焊材牌號為ZD310,它屬于多元高合金強化材料,具有比ZD3更加卓越的耐磨粒磨損性能和抗擠壓磨損性能。各層的強度和耐磨性由內至外依次增大,最外層的耐磨棱條的強度最高。
新的輥子在生產過程中,由于其棱條未經過磨損,相對于物料的接觸按面積比較小,由物理知識可知:
P=F/S式中:P——物料所受壓強;F——輥子對物料施加的力;S——輥子與物料接觸面積。
由上式可知,當液壓缸施加在動輥上的力穩定的情況下,我們可以近似力F也保持不變,則接觸面積S的變化會導致物料所受壓強的改變,從而影響物料的破碎效果。而接觸面積的大小恰巧與輥子的表面的磨損有關,新的輥壓機耐磨棱條相對比較尖銳,與物料的接觸面積是最小的,當輥子工作一段時間后,耐磨棱條發生磨損,漸漸地變鈍,輥面與物料接觸面積進一步增大,當工作幾年后,耐磨棱條基本已經快磨損完全了,輥面可以近似看成一個圓柱面,此時物料與輥子接觸面積最大,也就是說,此時物料所受到的壓強是最小的,所以說物料的破碎效果也是相當差的。通過分析,可以知道輥面的磨損對物料的粉碎效果有很大的影響,對輥壓機的生產效率產生了很大的阻礙。未磨損的新輥面和已磨損的輥面見圖3,圖4。
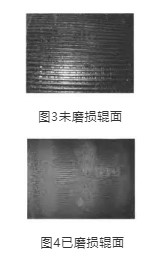
而且當耐磨層磨損過度時,在高強度的擠壓力作用下,由于其強度相對于耐磨棱條來說要差一點,表面會一點一點的剝落,如果不及時修復的話, 這種現象會越來越嚴重。所以說,在輥面耐磨棱條磨損嚴重且有表面剝落現象發生時,應及時進行修復,防止對輥柱造成不可挽回的傷害。
05總結
通過上文的分析以及與實際生產的結合,可以確定輥壓機的生產效率與輥子直徑大小有很大的關系,輥子直徑越大,生產效率也越高,但最大最好不超過1800mm,因為直徑過大會使輥壓機的制造成本大大增加,從而增大了企業的生產成本。
輥面的磨損也會使輥壓機的生產效率降低,這可以從兩個方面得到證明,一方面輥面磨損必然使輥子直徑減小,所以生產效率會降低;另一方面是輥面磨損會使物料與輥面接觸面積增大,物料所受壓強降低,物料粉碎效果變差,所以生產效率也會下降。特別是現在大多數水泥企業面臨升級優化,提高企業利潤的關鍵因素還應該包括不斷完善和升級改造原有不相匹配主機設備。
作者:周太峰、周 鵬
來源:《衛輝市天瑞水泥有限公司、鄭州大學》
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號