技術 | 輥壓機冷鑲柱釘輥套的失效分析
引言
輥壓機已廣泛用于水泥工業的水泥及生料的粉磨,是繼窯外預分解工藝技術之后的又一重大技術進步。它的應用,不僅降低單位產品電耗,還能提高磨機產量、產品質量。但其擠壓輥輥面磨損問題常常影響正常生產,一直備受開發商和用戶重視。為提高輥壓機的運轉效率和輥面壽命,進一步降低生產成本,國內部分企業推出“冷鑲柱釘”的超高耐磨輥套。但在實際運用中,一些“冷鑲柱釘”輥套并沒有達到預期目的。本文結合本公司實際運用情況就這種輥套的失效形式進行分析,提出改進建議。
套體采用鍛造(或鑄造)的低碳合金鋼,經熱處理后,在套體的表面按一定規律,鉆一定直徑和深度的孔,將固持劑均勻涂抹在硬質合金釘的圓柱面上,插入套體的孔中固化后,得到了“固一固”機械復合的輥套。“冷鑲柱釘”鑲嵌方式見圖1。
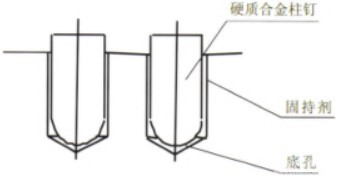
圖1 “冷鑲柱釘”鑲嵌方式
該鑲嵌方法的基本情況為:(1)套體表面硬度在HRC40-50之間;(2)硬質合金圓柱體與孔為間隙配合;(3)固持劑的強度遠遠低于低碳合金鋼的強度。
由于硬質合金釘屬于高耐磨物體,在粉磨物料時它起著關鍵作用。在物料均勻和沒有異常的情況下,輥套的使用壽命很長,是堆焊輥套總體壽命的4倍以上。但實際應用過程中卻易出現以下失效形式:柱釘脫落、柱釘折斷、柱釘面積性剝落、掉塊(見圖2),使輥套的使用壽命大打折扣。
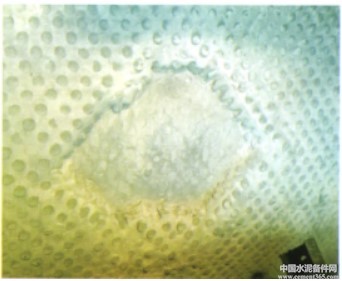
圖2 柱釘面積性剝落、掉塊
3.1 柱釘脫落
由于柱釘與套體上孔的配合為間隙配合(盡管有固持劑),同時柱釘的硬度遠遠高于套體上孔表面的硬度,在輥套運行過程中,柱釘會受到非軸向的交變應力,柱釘將其通過固持劑傳到孔表面。當交變應力大于固持劑所能承受的強度時,固持劑將逐漸失去應有的粘合作用。粘合作用失去后,會在大的交變應力的作用下,將硬度較低的孔沖擊變形,導致釘與孔間隙增大,增大到一定程度,柱釘會從孔中脫落下來。柱釘脫落機理示意見圖3。
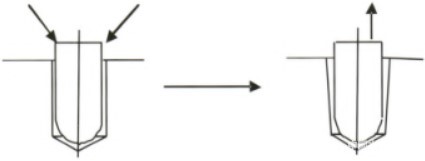
圖3 柱釘脫落示意
3.2 柱釘折斷
套體的硬度低、耐磨性差,如果在輥套運行過程中無法形成有效的料墊,將導致套體表面磨損嚴重。當在大交變應力的作用下,柱釘會受到很大的交變力矩作用,見圖4。極大力矩會給柱釘帶來彎曲應力,超過一定極限時柱釘折斷。
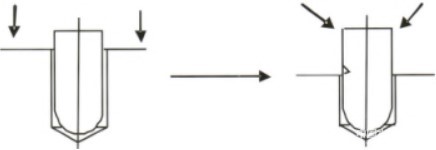
圖4 柱釘折斷示意
3.3 剝落、掉塊
由于釘與釘之間的套體基體聯接面積小,輥套運行過程中,釘子的受力不垂直,導致釘子將沖擊力分解為其它方向的力,使聯接部分在交變應力下產生微裂紋,微裂紋的擴展會導致大面積剝落掉塊,見圖5。
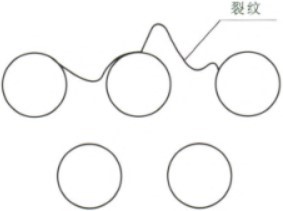
圖5 剝落、掉塊示意
綜上分析,冷鑲柱釘輥套有良好的使用性能,出現失效的主要原因體現在以下幾方面:套體硬度偏低;套體耐磨性偏差;柱釘與孔的配合間隙大。筆者建議:
(1)提高套體硬度,將孔所處套體硬度提高至HRC55左右,提高其屈服變形強度;
(2)改變柱釘與孔的間隙配合為過度(或過盈)配合,減小在交變應力作用下的孔變形幾率;
(3)改變柱釘端部形狀為六棱體型,增加形成料墊的機會;
(4)提高套體的耐磨性,延緩柱釘端部與套體表面距離的擴大。
作者:蘇春霞,徐相斌
來源:《山東山水水泥集團有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號