技術 | 立磨預粉磨在水泥粉磨系統技改中的實踐
引言
磨外預粉磨預粉磨是開路和閉路系統中應用較多的工藝,其作用是盡可能減小入磨粒度。某粉磨站,原水泥粉磨系統為ф3.2m×13m單球磨機組成的開路粉磨系統,該粉磨系統技術落后,效率低下,生產P·C32.5R水泥時平均產量僅為40t/h,平均電耗高達39.5kWh/t,企業的生產成本居高不下。在投資預算有限的情況下,為使水泥粉磨系統平均產量達到65t/h,平均電耗降為30kWh/t,該粉磨站經過多方考察,決定在水泥粉磨系統中增加技術先進的立磨預粉磨,與球磨機組成聯合預粉磨開路粉磨系統。下面將該水泥粉磨系統的技術技改和工藝調整情況與同行們進行分享。
技改前的工藝流程見圖1。原有工藝主要設備的規格型號及技術參數,見表1;原有工藝入磨物料配比,見表2;原水泥磨研磨體級配,見表3。
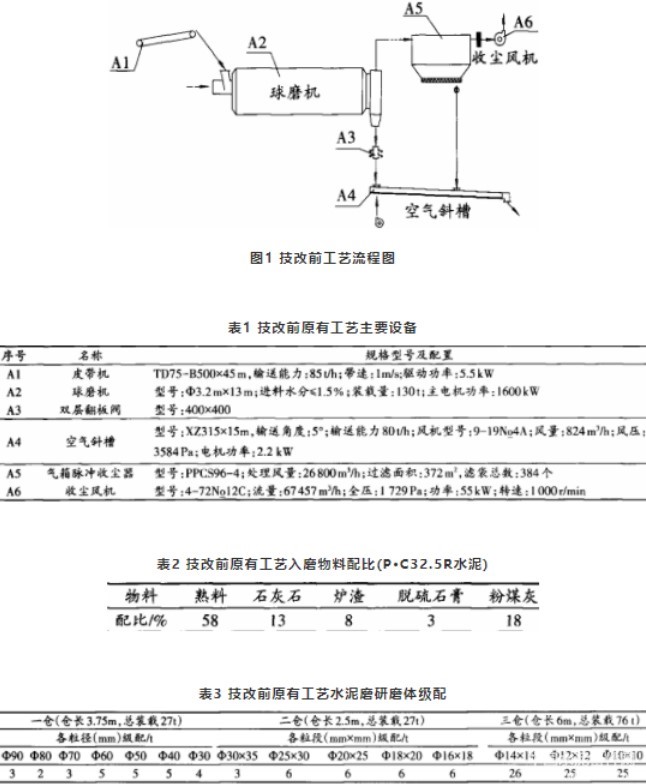
技改前ф3.2m×13m球磨機分為三倉,一二倉間為單層隔倉板,二三倉間為雙層隔倉板;一倉為大階梯襯板,二倉為大波紋襯板,三倉為小波紋襯板;入料粒度≤30mm,入料綜合水分≤1.5%,臺時產量(P·C32.5R):40t/h,水泥成品0.08mm篩余:3%~4%。
技改前水泥粉磨系統采用單球磨機粉磨物料,物料在進入球磨機前沒有設備對物料進行預粉磨,進料粒度最大為30mm,對物料進行破碎粉磨的重任都落在了球磨機一倉,一倉長度偏長,壓縮了研磨倉的長度,球磨機粉磨效率低下,導致粉磨系統產量低,電耗高,為粉磨站的可持續發展帶來很大挑戰。
2.1 技改后的粉磨工藝
來自配料庫的原料,按設定的值,經皮帶電子秤進行計量配料,經計量配料的多品種物料卸入皮帶機,安裝在皮帶機上的懸掛式除鐵器清除原料中的鐵質后,原料經皮帶機輸送入立磨預粉磨中,物料從出料口中刮出后由斗式提升機送入滾筒篩,其中大約30%大于2.5mm粗粉通過中心進料口回落到立磨預粉磨內作填充料增加單位體積物料比重,密實間隙密度,從而減少物料與物料之間的空隙,便于磨輥施壓,減小振動,從而提高粉磨能力。大約70%小于2.5mm的細粉料,從滾筒篩的細料出料口卸出,輸送給水泥磨進行粉磨,如此循環進行粉磨(工藝流程見圖2)。
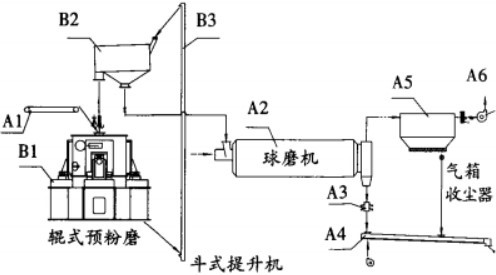
圖2 技改后工藝流程圖
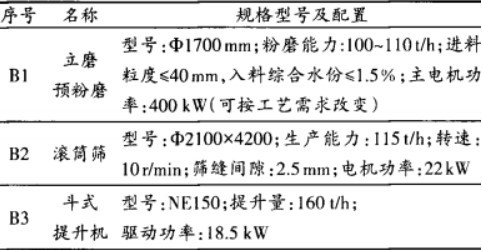
從圖2中可以看出,此次技改僅增加了立磨預粉磨、斗式提升機、滾筒篩三臺套設備(性能參數詳見表4),流程非常精簡,為資方以后的生產和設備維護提供了方便。
表4 技改后工藝新增設備
2.2 球磨機的相關技改
入磨粒度越小,開流球磨機的粗磨倉(第一倉)和過渡倉(第二倉)要適當縮短,以延長細磨倉(第三倉)的長度,同時縮小研磨體平均尺寸,增大與物料問的接觸面積和研磨效率,充分挖掘球磨機的細磨能力,從而達到穩定提高粉磨系統產、質量,降低電耗及生產成本的目的。
用立磨預粉磨聯合粉磨工藝的三倉開流球磨機各倉長度(L₁、L₂、L₃)與總長度(L₀)的占比最初參照“L₁=(25%~28%)L₀、L₂=(18%~20%)L₀、L₃=(52%~55)%L₀”確定。
原料經過立磨預粉磨的碾壓粉磨,滾筒篩的分選,進入球磨機物料的粒度從技改前的≤30mm,減小到≤2.5mm;為適應這一變化,對球磨機進行以下相應的調整:球磨機仍然分為三倉,根據上述指導原則、公式以及現場實際情況,經多次試驗調整,把一倉有效長度由3.75m調整為3.25m,二倉有效長度由2.5m調整為2.25m,三倉長度由6m調整為6.75m,使用效果為最佳(技改后水泥磨研磨體級配及各倉有效長度見表5);為了穩定磨內的物料流動,一二倉之間隔倉板由原來的單層隔倉板改為新型雙層隔倉板,二三倉之間的隔倉板由原來的雙層隔倉板改為新型的雙層高細隔倉板;出料蓖板的篦縫由8mm調整為6mm,篩板的縫隙由4mm調整為2.5mm;一倉的大階梯襯板調整為小階梯分級襯板,二倉的大波紋襯板調整為小波紋襯板,三倉仍為小波紋襯板。
表5 技改后水泥磨研磨體級配及各倉有效長度

2.3 技改后的效果
技改后入磨物料配比見表6。水泥粉磨系統增加立磨預粉磨前后使用效果對比詳見表7。
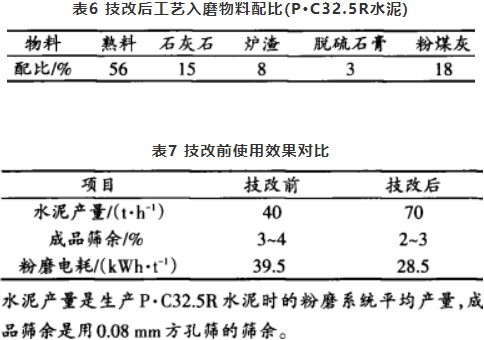
由表7可知,技改后泥粉磨系統的平均產量由40t/h提高到70t/h,增產幅度高達75%;平均電耗由39.5kWh/t降到了28.5kWh/t,節電幅度為27.5%,增產節能效果顯著。
將水泥粉磨站為ф3.2m×13m單球磨機組成的開路粉磨系統改造為1700mm立磨預粉磨組成的聯合預粉磨開路粉磨系統,增產節能效果顯著,每生產1t水泥可以節約電耗11kWh,電費價格按當地0.5元/kWh估算,噸水泥電耗節約5.5元。遠遠超過了業主當初設定的目標,此次技改取得了巨大的成功,保證了業主的投資利益。
此次技改較原粉磨系統僅增加了立磨預粉磨、斗式提升機、滾筒篩三臺套設備,流程精簡,設備少,投資少,為業主以后的生產和設備維護提供了方便。
作者:郝理想,賁道春,李曉平
來源:《江蘇鵬飛集團股份有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號