技術 | 某公司四代篦冷機換熱效率提升改造
前言
某公司目前有兩條5000t/d熟料生產線,二線采用FL-Smith推動棒式篦冷機,為了降低熟料成本,熟料產量提高到6300t/d以上,原有篦冷機不能滿足生產要求,出現篦床料層偏厚、篦床推動棒磨損大、熟料熱交換率低、出篦冷機熟料溫度過高等問題,既影響了篦冷機的使用壽命,又增加了煤耗。因此,該公司對二線篦冷機部分高壓風機、流量調節閥等進行了改造,效果明顯。
1.1 高壓風機改造
該公司#2生產線設計產量5000t/d,提產到6300t/d后,篦冷機高壓風機普遍存在做功不足,風量及風壓不足,導致篦冷機冷卻效果差,熟料溫度高,達不到急冷效果的現象,導致煤耗高,熟料急冷效果差,強度提升困難。
針對這個問題,通過多次排查論證,最終確定對篦冷機三臺高壓風機葉輪進行改造,增加壓力和風量,確保風機做功。
1.2 空氣流量調節器改造
對篦下室空氣流量調節器進行設計和改造,調大空氣流量調節器通氣孔孔徑,減少空氣流動阻力,增大通風量,解決篦冷機冷卻用風量不足的問題。
首先,將空氣流量調節器全部拆下,進行清洗、整形、統計各個孔徑流量調節閥的數量。
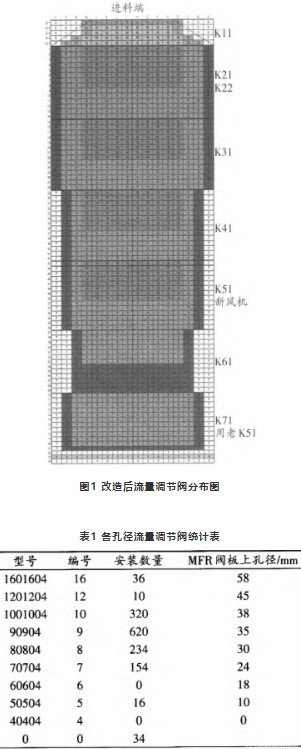
其次,根據各孔徑流量調節閥的需要量,選擇合適孔徑的流量調節閥進行擴孔。MFR按照布置圖調整,新調整的布置圖將使用更多的16號、10號和9號MFR。16號MFR不足,用12號閥改制(將閥板上的孔擴大至16號閥的尺寸)。10號和9號MFR用多余的4,5,6,7,8號閥擴孔改制。經統計本次改造共擴孔460塊。
最后,按照設計的流量閥分布圖進行安裝、調試,熟料料層均勻,冷卻風吹透短路基本杜絕,熟料冷卻效果好。改造后各孔徑流量調節閥分布圖見圖1,統計見表1。
1.3 篦冷機進料端調整
篦冷機原設計的進料端篦板為焊接結構,篦板縫隙長時間使用有堵塞的可能。為增加通風,設計了帶空氣炮的鑄造篦板,每塊篦板下都裝有壓縮空氣管,徹底避免了篦板堵塞和雪人出現。
1.4 擋風墻位置調整
擋風墻是從篦冷機殼體上部向下砌筑,留出熟料流動空間,安在篦冷機前部離窯口6m處,起到隔絕篦冷機熱風與中溫風、穩定窯頭用風的目的。本次改造,將擋風墻(420cm×60cm×45cm)后移到篦冷機尾部10m處,即入AQC爐取風口與低溫區之間,改變低溫段余風的空氣流場,改善低溫段冷卻風的利用效率,提升窯頭發電鍋爐的熱空氣流量。
改造前后煤耗對比見表2,高壓風機改造前后運行數據對比見表3。
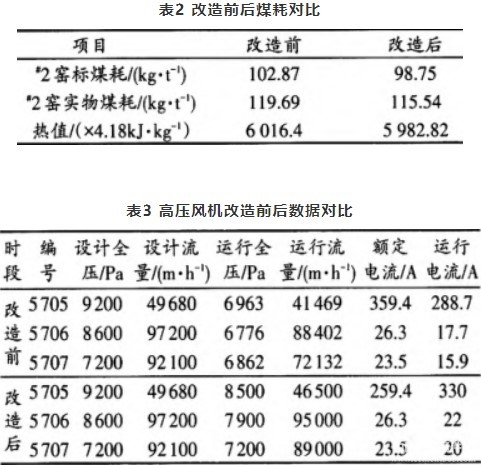
改造前后熟料溫度降低明顯,從160℃以上降低到平均100℃,有利于熟料質量的提升。
某公司對篦冷機高壓風機進行葉輪改造提高風壓風量、流量調節閥擴孔、固定篦板改造等措施,提升熟料冷卻效率,提高二次風溫,有效降低了煤耗,實現節能降耗。希望該公司的技改經驗對工藝相對落后的水泥企業具有積極的借鑒意義。
作者:朱波,任思國,郭脈興,郭碧君
來源:《山東東華水泥有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號