技術 | Atox立磨中心支架找正及調整方法
Atox立磨屬液壓平盤式輥磨,共3個磨輥分別通過磨輥主軸法蘭用螺栓聯接在中心支架法蘭上呈120°均布,同時由3套互呈120°的液壓豎直拉桿施加研磨壓力,橫向3套水平拉桿限制磨輥位置。安裝時要求豎直液壓拉桿基座、磨盤及磨輥中心支架垂直投影中心重合。某廠的Atox50立磨投運已有10余年,實踐表明,如果磨輥中心支架的中心與磨盤中心偏差太大,將使扭力桿受力不均,容易造成扭力桿斷裂,關節軸承損壞,3個磨輥的輥皮磨損不均勻,甚至出現拉伸桿刮碰導向護套,磨輥襯板邊緣碰到擋料圈等機械故障,同時還會使磨機的振動加大,影響立磨的安全運轉。本文就磨輥中心支架中心位置的測量、計算和調整方法作一介紹。
造成磨輥中心支架位置偏移的原因主要有以下幾點:(1)磨殼制作過程中,緩沖塊機座高度不一致;(2)在磨機安裝過程中,緩沖塊墊板厚度不準確;(3)在維修過程中,緩沖塊墊片混在一起未按原厚度安裝復位;(4)緩沖膠墊長期沖擊壓縮厚度不一致;(5)磨輥襯板磨損不一致形成高差;(6)水平扭力拉桿前后2套關節軸承損壞或銷軸及孔磨損;(7)由于筒體護磨維護不及時導致筒體磨損后強度下降而變形移位。
檢測磨輥中心支架與磨盤中心偏移量主要有以下3種:(1)使用激光經緯儀分別從3個液壓缸基座中點找出磨輥軸偏移量;(2)首先找出磨盤中心點,然后從磨輥中心支架中心點吊線墜檢查偏移量;(3)分別測量各磨輥外側襯板夾塊到擋料圈的距離計算中心偏移量。前述2種方法均較為繁瑣,下面重點介紹第三種檢測方法。
測量磨輥外側襯板夾塊到擋料圈的距離:
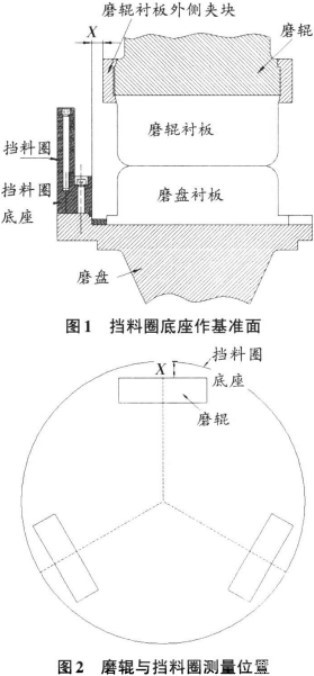
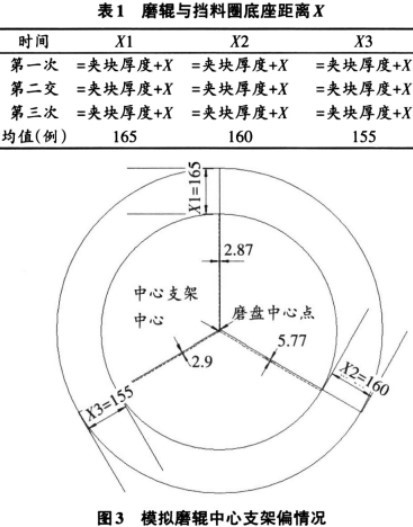
(1)測量前根據實際需要確定1、2、3號輥位置;(2)因運行中各磨輥外側襯板夾塊可能存磨損不一致的問題,為減少測量誤差,故應首先測量各夾塊厚度尺寸;(3)由于擋料圈在使用過程也存不均勻磨損,因此在測量過程以埋在料下基本不產生磨損的擋料圈底座作為基準面,如圖1所示;(4)測量磨輥外側襯板外側夾塊到擋料圈底座間的數據時應測量到最大值,如圖2所示,測量結果見表1。為消除測量誤差,需多次升降磨輥再測距離X,與先前所測X進行比較,若同一磨輥X值差別不大,說明數據是真實準確的。若前后幾次測量同一磨輥的X值差值在5mm以上,說明該數據不真實,原因通常是相應磨輥的扭力桿關節軸承損壞或銷軸及孔磨損所致,出現這種情況應先排查并消除后重新測量X值。
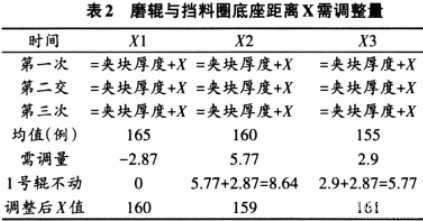
算推導出結果,此方法只能計算出需調整的量,無法直接反映出磨輥中心支架偏移量;第2種為作圖法,此方法為本文著重介紹方法,此方法可直接仿真模擬出磨輥中心支架偏情況,同時給出各磨輥需調整的結果值,另外此方法可借助CAD或CAxA等電子作圖法快速求出結果,其精準度更高,具體見圖3。
首先作1個基準圓O1設為擋料圈,并在圓內畫出磨輥中心支架布置情況,O1的圓心即為磨盤中心點;再將前測量的X1、X2、X3向圓心平移相應數值,此時在中心支架上將形成3個交點,以3個交點為基準作圓O2,O2圓心為磨輥中心支架實是心點,然后以O2圓4個象限點找圓心,圓心首先畫出1號磨輥的位置,再1號輥位置分別找出2、3號輥的位置,測量O1三星架與O2三星架的平行距離即得出各扭力拉桿緩沖器上需調整的墊片厚度。此若只想調整2個磨輥的調整墊,可同時減去或加上1個數值求得。例如上述情況所述,1號輥需減2.87mm,2號、3號輥分別需加5.77mm、2.9mm,現假設1號輥不做調整,現對各輥均加2.87mm,其需調整量見表2。
筆者經過多年的實踐證明此方法切實可行,并通過計算方法復算結果一致。此方法具有:操作簡單,反映直觀,速度高效,結果精準等顯著優點。
作者:龍文浩,羅云,田艷美
來源:《中材湘潭水泥有限責任公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號