專場丨軸承損壞?換聯(lián)軸器是沒用的……
冀東水泥某公司立式磨機(A磨)型號為:UM46.4,從日本購回投產(chǎn)運行兩年,就產(chǎn)生了嚴重的振動、異響,電機還伴有沖擊聯(lián)軸器的現(xiàn)象,當時立磨輸人軸振動最大達到11.5mm/s,導(dǎo)致輸入軸單列圓錐滾子軸承多次嚴重損壞,軸承更換情況如下:2006年1月更換、2007年5月9日更換、2007年9月7日更換、2008年1月更換。從跡象分析,軸承的損傷與電機連接的聯(lián)軸器存在問題有關(guān),于是把原先的蛇簧聯(lián)軸器更換為英國的膠塊聯(lián)軸器,但軸承損壞的情況還是不能得到解決。
我們對此進行了分析和研究,發(fā)現(xiàn)A立磨減速機存在下列問題:軸承軸向間隙太小,與設(shè)計不符;輸入軸單鍵槽,形位誤差超差;聯(lián)軸器端面與孔不垂直;聯(lián)軸器、輸入軸存在同軸度誤差;電機振動、沖擊力大;傘齒輪偏載,壓痕嚴重傾向大端。對這些問題采取了預(yù)防解決措施,現(xiàn)在A磨減速機運轉(zhuǎn)基本正常,振動值也有所下降,目前測得的振動值在3.33mm/s左右基本穩(wěn)定,現(xiàn)在立磨運轉(zhuǎn)良好。
1、 A立磨發(fā)生振動及軸承損壞的主要原因
立磨減速機圖紙見圖1。

1)軸向間隙調(diào)整太小,軸承受軸向力太大。從拆下的單列圓錐滾子軸承外圓來看,有明顯的條狀壓痕。這種壓痕與電蝕產(chǎn)生的深黑棕色或黑色的直條痕跡有所不同,見圖2。

2)電機與聯(lián)軸器同軸度存在一定的問題。聯(lián)軸器端面受電機沖擊有一半受損。聯(lián)軸器從輸入軸取下單獨檢查端跳為0.18mm,組裝在輸入軸上,采用雙百分表進行檢查,磨損掉了的地方反而高出0.3mm。采用兩百分表檢查輸入軸軸頭跳動僅為0.02mm,顯然電機沖擊現(xiàn)象嚴重。
3)電機施加聯(lián)軸器的振動、沖擊力,已使聯(lián)軸器橡膠塊的緩沖能力失效。
4)聯(lián)軸器端面未能均勻承受電機沖擊力,從而進一步加劇軸承損壞。
2、解決方法及效果
1)對軸承座孔及軸承的處理拆卸檢查輸入端的主動錐齒輪、軸承等零部件發(fā)現(xiàn),軸承座內(nèi)孔、輸入軸外圓有拉傷處,采用盤型沙帶進行打磨處理;對拆下的輸入上端圓錐滾子軸承進行檢查,發(fā)現(xiàn)軸承小端已有損壞的跡象,更換新軸承。
2)對軸承座內(nèi)側(cè)孔的處理檢查軸承座里端裝調(diào)心軸承的內(nèi)孔時,發(fā)現(xiàn)前期因孔尺寸超差,曾進行過鍍鉻處理,過渡銅多處明顯裸露。軸承座為球墨鑄鐵,鍍鉻處還有殘余部分存在,由于還能支撐軸承,我們在現(xiàn)場僅進行了涂厭氧膠處理,目的是防止軸承外圈跑圈,再度加劇內(nèi)孔擴大。
3)對彈簧長度的處理軸承座內(nèi)裝彈簧的端面至軸承座外端面330mm,兩軸承總厚度為255mm,壓軸承的端蓋厚度為75mm,軸承套裝彈簧的窩深為39mm,彈簧壓緊后為33mm。彈簧的實際最長為51.42mm,彈簧壓緊量調(diào)整量為7mm。彈簧統(tǒng)一磨為50mm。將彈簧統(tǒng)一手工磨為50mm,最長磨去1.42mm。
處理后的作用:將大大減小軸承的軸向力。
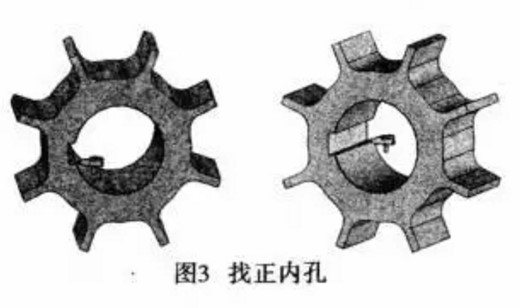
4)在臥車上找正聯(lián)軸器,并檢查聯(lián)軸器的端面跳動及聯(lián)軸器的單鍵槽直線度分析端面跳動的原因:第1步,C630臥車四爪卡盤,夾住聯(lián)軸器后端,如圖3所示分別按內(nèi)孔的外端及里端旋轉(zhuǎn)找正,使其內(nèi)孔與機床的旋轉(zhuǎn)中心相重合。
第2步,采用百分表檢查零件端面跳動:端面被磨損處,經(jīng)檢查不是低反而是高出0.18mm。
第3步,移動車床中托板,用杠桿表從外向里檢查單鍵槽的直線度,發(fā)現(xiàn)里端比外端高0.03mm。
第4步,在車床上采用劃線的方法檢查單鍵槽是否在孔的中心,方法如下:將劃針盤的劃針對準機床的中心,然后在鍵槽的一半處劃一腰線至另一半;轉(zhuǎn)180°后,移動卡盤使劃針的高度與第一次劃時的高度重合,然后檢查劃針是否與第一次的劃線重合;如果不重合,還要將劃針重新調(diào)整,直至回轉(zhuǎn)180°后,不但保證劃針與兩條劃線重合,同時還要確保劃針在鍵槽的一半處。
第5步,檢查鍵槽過中心。機床卡盤不動,通過移動車床中托板,用杠桿表檢查鍵槽工作面。如果不平則說明鍵槽存在對稱度誤差,這時仍不轉(zhuǎn)動卡盤,再運用第4步曾劃過線的劃針重新劃一根中心線,運用鋼板尺進行檢查,可以肯定這根線已經(jīng)偏離了鍵槽中心。經(jīng)檢查發(fā)現(xiàn)這個單鍵槽已經(jīng)偏離中心單邊0.5mm。
3、組裝前檢查輸入軸、聯(lián)軸器的形位誤差
1)組裝前檢查輸入軸單鍵槽:單鍵槽直線度誤差為0.08mm。
2)組裝前檢查聯(lián)軸器單鍵槽:單鍵槽直線度誤差為0.03mm;單鍵槽相對孔水平位置誤差單邊0.5mm。
4、聯(lián)軸器組裝前、后的跳動差異
單獨檢查聯(lián)軸器,端面跳動為0.18mm;聯(lián)軸器安裝在輸人軸后,端面跳動為0.30mm。
5、結(jié)語
減速機輸入軸軸承的頻繁更換是由于輸入軸、聯(lián)軸器的形位誤差造成的不良后果。經(jīng)過處理后,減速機輸入軸軸承工作正常。
作者:冀永濤
出處:中國水泥備件網(wǎng)微信公眾號(關(guān)注查詢更多資訊)
歡迎投稿,投稿郵箱:tougao#cement365.com(#替換為@)
(本文來源網(wǎng)絡(luò),若涉及版權(quán)問題,請作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號
浙公網(wǎng)安備
33010802003693號