技術(shù) | 水泥粉磨輥壓機(jī)關(guān)鍵環(huán)節(jié)智能化控制
在水泥聯(lián)合粉磨系統(tǒng)運(yùn)行時(shí),一旦石灰石、石膏、混 合材等原料粒度控制不到位,就會(huì)造成輥壓機(jī)喂料不穩(wěn)定,擠壓輥兩側(cè)輥縫偏差大,導(dǎo)致整個(gè)設(shè)備震動(dòng)大,故障率增加,制約了整個(gè)系統(tǒng)的產(chǎn)能及效率發(fā)揮。如何提高設(shè)備的適應(yīng)性,而且根據(jù)工況自動(dòng)調(diào)節(jié),是迫切需要解決的問(wèn)題,此時(shí)對(duì)輥壓機(jī)智能化應(yīng)用就應(yīng)運(yùn)而生,具體的改進(jìn)方案如下。
1 擠壓輥?zhàn)詣?dòng)糾偏系統(tǒng)
對(duì)于輥壓機(jī)設(shè)備,影響效率的主要因素就是在物料 破碎時(shí),輥軸兩側(cè)輥縫的波動(dòng),會(huì)直接影響到設(shè)備破碎物料的效果,導(dǎo)致設(shè)備工作效率下降。以往在遇到兩側(cè)輥縫不平衡時(shí),只能通知操作人員前往現(xiàn)場(chǎng)人工調(diào)節(jié)物料流向,調(diào)節(jié)時(shí)間長(zhǎng),速度慢,而且容易造成設(shè)備停機(jī),對(duì)于物料性能不太好的企業(yè),如果頻繁的停機(jī),不僅僅對(duì)設(shè)備損害較大,而且極大地影響了生產(chǎn)效率。
針對(duì)這一問(wèn)題的優(yōu)化方案是,結(jié)合輥縫波動(dòng)位移檢 測(cè)反饋的信號(hào),通過(guò)在液壓系統(tǒng)中增加快速加壓、慢速卸荷等自動(dòng)化控制手段,即輥縫偏大的一側(cè),控制液壓泵啟動(dòng),快速加壓,提高工作壓力,將大塊物料快速破碎,恢復(fù)兩側(cè)輥縫平衡;如果通過(guò)快速加壓,不能恢復(fù)兩側(cè)輥縫平衡,則另一側(cè)通過(guò)控制慢速卸荷電磁閥,降低壓力,以增大輥縫,保證兩側(cè)輥縫恢復(fù)平衡,從而實(shí)現(xiàn)設(shè)備在運(yùn)行中,能夠根據(jù)當(dāng)前輥縫波動(dòng)的趨勢(shì),自動(dòng)快速調(diào)節(jié)輥縫。
2 進(jìn)料裝置系統(tǒng)優(yōu)化
早期輥壓機(jī)進(jìn)料裝置采用的是手輪絲桿調(diào)節(jié)式,在 遇到異常工況時(shí),通過(guò)手動(dòng)現(xiàn)場(chǎng)調(diào)整喂料量,達(dá)不到及時(shí) 調(diào)節(jié)的作用,而且人工勞動(dòng)強(qiáng)度非常大,不能滿(mǎn)足客戶(hù)的使用需求。
為解決這一問(wèn)題,遠(yuǎn)程操作控制的喂料裝置應(yīng)運(yùn)而 生。該裝置主要由一組氣動(dòng)雙層棒條閥和電液動(dòng)進(jìn)料裝置共同組成,氣動(dòng)雙層棒條閥通過(guò)4組或6組氣缸控制(根據(jù)輥壓機(jī)大小進(jìn)行匹配),實(shí)現(xiàn)快速開(kāi)啟或關(guān)閉輥壓機(jī)喂料通道。電液動(dòng)進(jìn)料裝置主要由2組或4組電液動(dòng)推桿 (根據(jù)輥壓機(jī)大小進(jìn)行匹配)控制輥壓機(jī)進(jìn)料閥板的開(kāi)啟或關(guān)閉。該喂料系統(tǒng)被獨(dú)立于輥壓機(jī)設(shè)備以外的PLC進(jìn)行控制,同時(shí)操作控制終端設(shè)在DCS控制室,可由操作人員實(shí)現(xiàn)電液動(dòng)進(jìn)料裝置的任意開(kāi)度控制,從而實(shí)現(xiàn)設(shè)備的精細(xì)化喂料操作,同時(shí)免除了設(shè)備現(xiàn)場(chǎng)的人工操作需求,大大降低了人工勞動(dòng)強(qiáng)度。
3 設(shè)備重要部件在線(xiàn)智能監(jiān)控
對(duì)于輥壓機(jī)來(lái)說(shuō),軸承、減速機(jī)及電機(jī)等重要部件 的運(yùn)行質(zhì)量,直接影響到輥壓機(jī)穩(wěn)定性、可靠性。因此, 對(duì)這些部件進(jìn)行監(jiān)控、故障診斷及預(yù)防是非常重要的。但是實(shí)際情況是多數(shù)客戶(hù)的專(zhuān)業(yè)技術(shù)人員的水平有限,很難提前發(fā)現(xiàn)這些部件出現(xiàn)問(wèn)題,無(wú)法提前做好檢修準(zhǔn)備,等到故障發(fā)生時(shí)被迫停機(jī)檢修,不僅僅造成設(shè)備備件保供的困難,而且會(huì)給客戶(hù)的生產(chǎn)造成較大的損失。如圖1所示,未及時(shí)發(fā)現(xiàn)行星輪軸承出現(xiàn)故障,在軸承帶病運(yùn)行一段時(shí)間后,因軸承滾動(dòng)體脫落進(jìn)入行星機(jī)構(gòu)中,造成大齒圈碎裂,導(dǎo)致減速機(jī)報(bào)廢,被迫臨時(shí)停產(chǎn)等待更換新的減速機(jī),對(duì)生產(chǎn)造成較大損失。

為解決上述問(wèn)題,我們?cè)谠O(shè)備的重要部件中,如主 軸承、減速機(jī)、主電機(jī)關(guān)鍵零部件上,增加了不同型號(hào) (根據(jù)震動(dòng)頻率確定)的振動(dòng)傳感器,通過(guò)采集現(xiàn)場(chǎng)設(shè)備運(yùn)行時(shí)軸承、齒輪等產(chǎn)生的振動(dòng)信號(hào),經(jīng)過(guò)電腦計(jì)算分析,生成振動(dòng)包絡(luò)頻譜,與正常運(yùn)行狀態(tài)下的頻譜進(jìn)行對(duì)比分析,見(jiàn)圖2,從而判斷出零部件是否正常,并且可以在出現(xiàn)問(wèn)題的早期階段,發(fā)出警報(bào),告知部件失效的時(shí)間,可提前準(zhǔn)備檢修工作,減少突發(fā)故障給企業(yè)造成的損失。

4 智能化效果
上述各項(xiàng)智能化項(xiàng)目已摩海螺水泥工廠推廣應(yīng)用,取得了顯著的效果,具體如下。
4.1 擠壓輥?zhàn)詣?dòng)糾偏系統(tǒng)
通過(guò)對(duì)現(xiàn)場(chǎng)設(shè)備運(yùn)行時(shí)的輥縫位移監(jiān)測(cè),可以查看當(dāng)前設(shè)備運(yùn)行時(shí)輥縫波動(dòng)趨勢(shì)及位移大小,通過(guò)輥縫運(yùn)行趨勢(shì)的對(duì)比,可以明顯看出,有糾偏控制的設(shè)備,其左右兩側(cè)輥縫波動(dòng)趨勢(shì)相對(duì)一致,能夠保證輥縫相對(duì)穩(wěn)定,提高設(shè)備對(duì)破碎物料的效率。輥縫運(yùn)行趨勢(shì)的對(duì)比見(jiàn)圖3。

4.2 進(jìn)料裝置優(yōu)化系統(tǒng)
通過(guò)對(duì)現(xiàn)場(chǎng)設(shè)備的改造,將原來(lái)現(xiàn)場(chǎng)手動(dòng)控制的進(jìn) 料方式,改變成DCS中控集中控制,有效地提高設(shè)備運(yùn)行效率,見(jiàn)圖4。

4.3 設(shè)備重要部件在線(xiàn)智能監(jiān)控
下面是海螺某水泥廠應(yīng)用案例:在減速機(jī)水平、垂直方向安裝振動(dòng)傳感器,見(jiàn)圖5。輥壓機(jī)減速機(jī)測(cè)點(diǎn)布置見(jiàn)圖6。監(jiān)測(cè)數(shù)據(jù)頻譜見(jiàn)圖7。
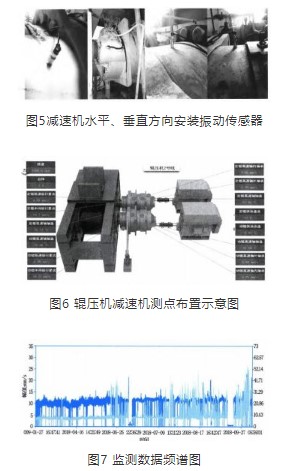
遠(yuǎn)程在線(xiàn)監(jiān)測(cè)系統(tǒng)于2018年5月份時(shí),檢測(cè)到高速軸軸承異常振動(dòng),發(fā)出警報(bào)信息,技術(shù)人員在對(duì)頻譜進(jìn)行分析后,及時(shí)通知減速機(jī)出現(xiàn)的異常,提前做好了各項(xiàng)檢修準(zhǔn)備工作,并在2018年1明實(shí)施計(jì)劃?rùn)z修,更換了相關(guān)軸承零件。
通過(guò)在線(xiàn)監(jiān)控系統(tǒng)的及時(shí)報(bào)警,組織了計(jì)劃性檢修, 有效地避免了減速機(jī)突發(fā)性故障對(duì)生產(chǎn)造成的重大影響。檢修后監(jiān)測(cè)數(shù)據(jù)頻譜圖見(jiàn)圖8。

5 智能化發(fā)展趨勢(shì)
目前,設(shè)備運(yùn)行的自動(dòng)化程度越來(lái)越高,人的勞動(dòng)強(qiáng)度也逐步下降,但是設(shè)備始終脫離不開(kāi)人的遠(yuǎn)程操作及調(diào)節(jié),這也造成了同樣的設(shè)備,由不同的人員去操作,產(chǎn)能發(fā)揮的差異性很大,主要是每個(gè)操作人員的操作習(xí)慣不同造成的。
如何讓這種差異性減小甚至消失,即讓設(shè)備運(yùn)行脫 離人為操作因素的影響,就是輥壓機(jī)智能化需要解決的主要問(wèn)題。
如果能夠讓設(shè)備實(shí)現(xiàn)自動(dòng)操作,根據(jù)工況實(shí)時(shí)自動(dòng) 調(diào)節(jié),那么就可以極大程度地?cái)[脫人為操作因素的影響。為此,需要將設(shè)備運(yùn)行時(shí)的壓力、輥縫、電流波動(dòng),與粉磨系統(tǒng)的一系列影響水泥產(chǎn)能、成品質(zhì)量和設(shè)備穩(wěn)定運(yùn)行等參數(shù)進(jìn)行數(shù)據(jù)匯總及分析,與不同工況下的最佳匹配參數(shù)進(jìn)行比對(duì),從而建立數(shù)學(xué)計(jì)算模型,找出最佳匹配規(guī)律,最終實(shí)現(xiàn)在設(shè)備運(yùn)行時(shí),采用各信號(hào)采集器,將以上所需的參數(shù)進(jìn)行收集并分析,由電腦程序自動(dòng)根據(jù)參數(shù)變化,通過(guò)各種執(zhí)行器調(diào)節(jié)相對(duì)應(yīng)的設(shè)備或部件的工作狀態(tài),實(shí)現(xiàn)輥壓機(jī)設(shè)備的智能化運(yùn)行,并形成專(zhuān)家控制系統(tǒng),最終降低或消除人為操作因素造成的影響。
6 結(jié)束語(yǔ)
輥壓機(jī)是聯(lián)合粉磨系統(tǒng)提高產(chǎn)量和降低電耗的核心設(shè)備,只有輥壓機(jī)運(yùn)行穩(wěn)定,能效充分發(fā)揮,才能夠提高粉磨系統(tǒng)的產(chǎn)量,降低粉磨系統(tǒng)電耗。隨著對(duì)粉磨系統(tǒng)運(yùn)行穩(wěn)定性和智能化要求的逐步提高,輥壓機(jī)設(shè)備智能化是發(fā)展的必然趨勢(shì),同時(shí)只有將智能化的輥壓機(jī)設(shè)備與粉磨系統(tǒng)進(jìn)行匹配融合,才能夠更進(jìn)一步地體現(xiàn)聯(lián)合粉磨粉磨系統(tǒng)的優(yōu)越性,企業(yè)的經(jīng)濟(jì)效益才能得到充分的發(fā)輝。
來(lái)源:《中國(guó)建材湖州煤山南方水泥技術(shù)部》
作者:徐明
中國(guó)水泥備件網(wǎng)微信公眾號(hào)(關(guān)注查詢(xún)更多資訊)
(本文來(lái)源網(wǎng)絡(luò),若涉及版權(quán)問(wèn)題,請(qǐng)作者來(lái)電或來(lái)函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號(hào)
浙公網(wǎng)安備
33010802003693號(hào)