技術 | 淺析水泥廠原料立式輥磨安裝工藝要點
來源:《裝備技術》
發布日期:2020/9/28
編輯:張翀
核心提示:淺析水泥廠原料立式輥磨安裝工藝要點
一、水泥廠原料的設計原理以及立式輥磨組成部分
一般情況下,由殼體、分離器、磨盤、基座、減速機、主電機等組合起來組成完整的立式輥磨。立式輥磨的生產原理是把單位電耗、磨盤、磨棍的曲率以及粉磨的能力作為基礎衡量的標準,從而找到更加合適的研磨的能力,在安裝設備前應當詳細的計算和分析磨盤以及壓力框動態以及靜態的載荷,從而將其壓力進行平均的分配,使工藝的應力達到最佳的效果,在此過程中,還應當充分考慮熱應力的影響對選粉區域控制要得當,減少磨內的不規則運動,使負荷的循環有所降低,從而使淹沒的效率有所提高。在水泥廠運用了立式磨輥機,使粉磨處理實現了批量化的生產,由于這種設備自動化且大型化,是生產水泥非常實用的生產工藝。
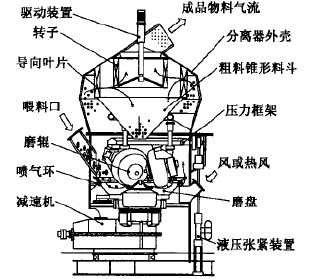
圖1 結構示意圖
二、水泥廠立式輥磨安裝工藝要點
2.1 立式輥磨安裝的工藝流程
在對立式輥磨進行安裝的過程中,要想能夠把握好它的安裝工藝要點,就要非常了解它的工藝流程,在對水泥廠進行立式輥磨安裝過程中,應當對這幾項工藝流程進行良好的把控:首先,在安裝前應當仔細的檢查所要安裝的輥磨的各個部件是否完好,做好最基本的檢查和驗收工作,與此同時還應當完成各部件和設備的交接工作,然后在安裝過程中應當先將電動機座、立柱橋架以及主機座進行安裝,同時將各輔助部件安裝完畢,然后再將殼體、磨盤座、磨輥、緊張裝置等設備完成安裝,在流程的最后,才能將液壓管路、冷卻水管路以及磨輥測溫裝置進行最后的安裝。在對立式輥磨安裝過程中,由于安裝的工藝比較零碎,注意事項相對比較多,所以安裝時需要對安裝的要點進行全面的分析,只有這樣才能使安裝過程不出任何差錯。
2.2 立式輥磨中心位置的確立
在進行立式輥磨安裝的準備階段時,首先要測量并且詳細的考察安裝的現場,將安裝的中心位置進行確定,它的中心位置可以用地規或者卷尺進行測量,在進行測量時,首先要找準中心位置的參照點,這個參照點可以設置為緊張裝置的下接點,在設置好中心位置后,要對設置的中心位置進行檢查,檢查時應當運用經緯水平儀等比較精確的設備,要保證縱橫方向的偏差要小于零點五毫米,基座全長的偏差小于零點零零零二毫米,雖然這個階段并沒有開始立式輥磨的安裝,但是這個過程的所有工藝流程也是具有非常關鍵作用的。
2.3 安裝立式輥磨基座的安裝要點
在安裝立式輥磨主機的過程中,首先應當清理地基的表面,然后將墊片和基礎框架放置妥當,用來固定和支撐立式輥磨主機,然后測量基座的水平度和基座的高度,將地腳螺栓放置入地腳螺栓箱中,在安裝時應當注意減速器的底座應當與主機的基座中心位置完全重合;在安裝電動機基座時,應當注意與主機基座的安裝方法是一樣的,底座之間的誤差值要保持一致,并且安裝時要找好基座的位置,然后對基座進行續焊,對其進行平焊和仰焊時應當在焊結束后再進行,與此同時還應當對同一接口進行焊接,這樣才能更加有效的避免焊接后發生變形問題,從而保證能夠一次性完成灌漿的工作,如果基座的位置已經調整得非常精準那么就可以擰緊地腳螺栓了。
2.4 原料立式輥磨減速機的安裝要點
在安裝減速機時,首先要對減速機的位置進行確定,因為它要完成主機的減速工作,還要負責研磨件進行支撐。所以它所在的位置是非常關鍵的,一定要仔細找準其位置,應當用起重機將其吊裝,并在找準中心位置后將其輕輕放置于中心位置處,這時它的中心位置,應當與主機基座的中心位置進行重疊。然后,對減速基座的位置進行準確的測量,測量時可以采用框式水平儀進行,在安裝過程中,施工人員一定要注意將基座表面的雜質清理干凈,當減速基座不同幾個點的位置,出現較大偏差時,應當進行相應的調整,如果淹沒的范圍超出了所需范圍,那么應當將水平尺和角磨機搭配進行使用,從而保證能夠在減速機基座的范圍內工作。
2.5 立柱安裝時需注意的要點
在安裝立柱的過程中,首先應當用螺栓將架體串聯好,架體連接好后,有了準確的定位,就可以對架體進行焊接了,調整架體在安裝時,應當將減速器作為其中心,最大偏差也不能超過零點五毫米,在焊接完成后,應當打磨掉或者割掉相對多余的部分,在將其焊接在主機的基座上,這樣就完成了立柱的安裝。
2.6 磨盤座及支座工藝的安裝要點
在安裝磨盤過程中,不論是搬運還是安裝,都要將磨盤座的接觸面向上,在安裝前,應當現在需要安裝磨盤的部分搭建一個道木墩,然后將磨盤座放于其上,這樣做的目的是磨盤與地面可以有一個絕熱的部分,在放置磨盤后,可以將密封錐焊接并且安裝。最后確保磨盤做與減速機座表面保持平整并且干凈。在這過程中,我們可以用起重機調起磨盤并且對其進行安裝,只有這樣才能使磨盤準確無誤的落于減速機之上,在安裝過程中應當隨時進行監控和檢查,可以用塞尺對檢查接觸是否良好,確認接觸的程度后,就可以將螺栓擰緊了。
2.7 磨體內附件的安裝要點
在平臺上把噴氣環組對并焊接,安裝噴氣環襯板及導向襯板后,將整個噴氣環安放在磨體內正確位置,高度調節好后用楔子固定,其與殼體部位間隙用石棉繩塞填及蓋板固定,再用方鋼調整好噴氣環與磨盤的間隙,使之均勻,符合要求后將其焊在噴氣環上。
2.8 壓力框架及管路等安裝時的要點
在安裝壓力框架時,要對框架的中心位置以及上架的間距進行控制,要注意擺正框架與磨輥之間的接觸點位置,要用墊片找勻沖擊板之間的間隙;在對所有管路進行安裝的過程中都應當依據安裝的要點進行嚴格的安裝,對于安裝的每個部分我們都要非常重視,并且將每一個安裝環節都作為關注的重點,保證安裝的質量。
三、結束語
在水泥廠的生產過程中,立式輥磨的技術已經得到了非常廣泛的應用,由于這種生產工藝自身存在著一定的優勢,并且這種生產工藝,在整個生產先上運行工作都是相對比較好的,所以我們在對其進行安裝時,一定要把握好它的安裝工藝,生產線上的設備條件良好,才能夠在生產過程中產出更多更好的產品,從而使企業的經濟效益得到提升。
作者:張少亮,范玉智
來源:《裝備技術》
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號